Metallic and non-metallic organic coatings. Metallic and non-metallic organic coatings Designations of coating solutions
On approval of the Instruction on the procedure for accounting and storage of precious metals, precious stones, products from them and keeping records in their production, use and circulation
In pursuance of the Decree of the Government of the Russian Federation of September 28, 2000 N 731 "On Approval of the Rules for Accounting and Storage of Precious Metals, Precious Stones and Products Made from Them, as well as Maintaining Relevant Accounts" (Sobranie Zakonodatelstva Rossiyskoy Federatsii, 2000, N 41, art. 4077)
1. Approve the attached Instruction on the procedure for accounting and storage of precious metals, precious stones, products from them and keeping records in their production, use and circulation.
2. Recognize as invalid the Instruction on the procedure for receiving, spending, accounting and storing precious metals and precious stones at enterprises, institutions and organizations dated August 4, 1992 N 67 (registered with the Ministry of Justice of the Russian Federation on August 11, 1992, registration number 35).
And about. Minister
CM. Ignatiev
APPROVED
order of the Ministry of Finance
Russian Federation
No. 68n dated August 29, 2001
INSTRUCTIONS
On the procedure for accounting and storage of precious metals, precious stones, products from them and keeping records in their production, use and circulation
1. General Provisions
1.1. The Instruction "On the Procedure for Accounting and Storage of Precious Metals, Precious Stones, Products Made from Them and Keeping Records in Their Production, Use and Circulation" (hereinafter referred to as the Instruction) was developed in accordance with the Federal Law "On Precious Metals and Precious Stones", the Rules for Accounting and storage of precious metals, precious stones and products from them, as well as maintaining relevant reports, approved by Decree of the Government of the Russian Federation of September 28, 2000 No. 731 and establishes the procedure for accounting and storage of precious metals, precious stones and products from them, as well as reporting in their production, use and handling.
1.2. Concepts and definitions used in this Instruction.
Precious metals - gold, silver, platinum and platinum group metals (palladium, iridium, rhodium, ruthenium and osmium). Precious metals can be in any state, form, including native and refined form, as well as in raw materials, alloys, semi-finished products, industrial products, chemical compounds, jewelry and other products, coins, scrap and production and consumption waste.
Precious stones - natural diamonds, emeralds, rubies, sapphires and alexandrites, as well as natural pearls in raw (natural) and processed form. Unique amber formations are equated to precious stones in the manner established by the Government of the Russian Federation.
Precious stones can be found in raw (natural) and processed form, in appliances, equipment, tools, technical products, as well as in jewelry and other household products.
Valuables - precious metals and (or) precious stones.
Production of precious metals - extraction of precious metals from extracted complex ores, concentrates and other semi-products, as well as from scrap and waste containing precious metals; refining of precious metals.
Refining of precious metals is the process of cleaning extracted precious metals from impurities and related components, bringing precious metals to a quality that meets state standards and technical conditions in force on the territory of the Russian Federation, or international standards for refined precious metals.
The use of precious metals and precious stones is the use of precious metals and precious stones for industrial, scientific and socio-cultural purposes.
Circulation of precious metals and precious stones - actions expressed in the transfer of ownership and other property rights to precious metals and precious stones, including their use as collateral.
Recovery of precious stones - the extraction of precious stones from tools and other technical products that have been used or taken out of service for other reasons, as well as from waste containing precious stones, followed by bringing (cleaning) to a quality that meets technical specifications or state standards.
1.3. The procedure established by this Instruction must be observed by all legal entities, regardless of their form of ownership, including military units and military formations, as well as citizens duly registered as individual entrepreneurs, carrying out their activities in the production, use and circulation of precious metals and precious stones, collection, procurement, primary processing and processing of scrap and waste of precious metals and recovery of precious stones, as well as using products containing precious metals and precious stones (hereinafter referred to as organizations).
1.4. This Instruction does not apply to organizations that use synthetic and grown analogues of precious stones in all forms, powders from natural diamonds, tools and products made from these powders.
1.5. The procedure for accounting and storage of precious metals and precious stones in the Central Bank of the Russian Federation and credit institutions, as well as for reporting on their use and circulation are established by the Central Bank of the Russian Federation.
1.6. The procedure for accounting and storage of the valuables of the State Fund of Precious Metals and Precious Stones of the Russian Federation (Gosfond of Russia), state funds of precious metals and precious stones of the constituent entities of the Russian Federation, as well as reporting on their use and circulation are provided for by the regulations on these funds.
1.7. In accordance with the provisions of this Instruction, organizations develop and approve their own instructions, taking into account the specifics of their operations with precious metals and precious stones.
1.8. Organizations are required to:
Have licenses for types of activities, the licensing of which is provided for by the legislation of the Russian Federation;
Get registered with the relevant state inspection of assay supervision;
Allow representatives of state control bodies to be freely admitted to the inspection upon presentation of orders and service certificates, submit the documentation they need;
Keep records of precious metals and precious stones and carry out their inventory in a timely manner;
Submit information on the forms of federal state statistical monitoring of the movement of precious metals and precious stones in the manner and within the time limits established by the State Statistics Committee of Russia;
Carry out storage of precious metals and precious stones in accordance with the requirements of the legislation of the Russian Federation;
Ensure the removal of scrap and waste of precious metals and precious stones from the places of formation and their accumulation, for the purpose of their subsequent use in their own production or sale (hereinafter referred to as the collection of scrap, waste of precious metals and precious stones), to record, use and sell them in the manner established by the legislation of the Russian Federation.
1.9. Organizations in which permanent state control has been established shall submit information on the production, use and circulation of precious metals and precious stones, as well as metallurgical balances of precious metals to state control bodies in the manner prescribed by them.
2. Organization of accounting for the expenditure of precious metals and precious stones
2.1. The organization of accounting for the consumption of precious metals and precious stones used by organizations in the production process should provide an opportunity to identify deviations in the actual consumption of precious metals and precious stones from the current consumption rates for all components, i.e. on products, waste and losses.
2.2. Precious metals and precious stones used by organizations in the production process are spent within the limits of consumption rates approved by them. For state organizations, consumption rates are approved by a higher organization. The summary norms for the consumption of precious metals for the fulfillment of the state order are approved by the contractor in agreement with the customer or an organization authorized by the customer.
2.3. The summary norms for the consumption of precious metals must be approved in grams per unit of output, indicating the consumption per product, waste and losses.
2.4. The summary norms for the consumption of diamonds for the manufacture of diamond tools are approved per unit of production, indicating the consumption for products, waste and losses in carats.
The summary norms for the consumption of diamonds when using diamond tools are approved in terms of a unit of work performed.
2.5. Precious metals and precious stones not used in production (in the form of raw materials, products, semi-finished products, tools, waste, etc.) are sold in accordance with the legislation of the Russian Federation.
3. Accounting for scrap, waste of precious metals and precious stones during their use and handling
3.1. Organizations collect all types of scrap and waste of precious metals and precious stones in all places and from all sources of their formation. The collected scrap and waste of precious metals and precious stones are subject to mandatory accounting, in accordance with the requirements provided for in clause 6.5 of this Instruction.
3.2. Collected scrap (that have become unusable, have lost their operational value or are subject to elimination of products and (or) their components, which are made of precious metals or their alloys, or contain them) and waste (remains of raw materials, materials, semi-finished products and other products containing precious metals or their alloys that were formed in the process of production and (or) consumption) of precious metals can be processed (processed) by organizations that independently collect them or sold or transferred on a give-and-take basis to refining organizations or organizations engaged in the procurement of scrap and waste, primary processing and processing for further production and refining, in accordance with the current legislation of the Russian Federation.
Procurement of scrap and waste of precious metals is carried out through the purchase or receipt on a give-and-take basis by organizations of scrap and waste of precious metals, as well as decommissioned technical materials containing precious metals, from their owners, for the purpose of their further disposal, primary processing, processing into concentrate and other intermediates intended for refining or sale for further processing.
Primary processing of precious metal scrap involves the preparation of collected or prepared precious metal scrap, including the dismantling and disassembly of equipment, production equipment, computing and other equipment, in order to extract parts and assemblies containing precious metals, followed by their sorting for processing.
Processing of scrap and waste of precious metals includes the use of mechanical, chemical, metallurgical and other processes in order to extract precious metals into concentrates and other intermediates intended for refining.
3.3. The use of precious metals for the manufacture of products can generate reversible and recyclable waste of precious metals.
Reversible waste is waste that corresponds in chemical composition to the raw materials used for the production of products, and is not contaminated with impurities that worsen the properties of the materials used. Organizations can reuse reversible waste in technological processes for the production of products or transfer it on a give-and-take basis to organizations engaged in the production of precious metals for the manufacture of semi-finished products (without refining) that meet the requirements of regulatory and technical documentation and are intended for further production of products from them by their owners. Reuse of reversible waste of precious metals in production should not affect the quality and properties of the products.
The returnable waste of precious metals includes waste that has undergone physical and chemical changes that do not correspond in chemical composition to the original raw material, contaminated with impurities that worsen the properties of the materials used, and cannot be reused by organizations in technological processes for the production of products. These wastes are sold or transferred on a give-and-take basis to refining organizations or organizations engaged in the procurement of scrap and waste, primary processing and processing for further production and refining, in accordance with the current legislation of the Russian Federation.
3.4. The procedure for processing scrap and waste of precious metals and payment for the work and services performed is established on a contractual basis with the processor. Organizations processing scrap and waste of precious metals determine the classification of types of secondary raw materials and set standards for the extraction of precious metals during processing for these types.
3.5. Collected waste of precious stones (shards, fragments of precious stones formed during their processing, manufacture and use of diamond tools and other products made of precious stones, semi-finished products that, in terms of their size-weight and quality-color characteristics, do not meet the requirements of regulatory and technical documentation for this type of product, and cannot be used for its manufacture, as well as natural diamonds in raw (natural) and processed form from waste products for industrial purposes), can be used in their own production, sold or transferred to organizations on a give-and-take basis, in accordance with the law Russian Federation.
Waste of precious stones (with the exception of diamonds) that are unsuitable for further use (does not meet the technical specifications in terms of size, weight and quality and color characteristics, unsuitable in accordance with the established criteria for the manufacture of jewelry) can be written off under the act. Write-off is carried out by a commission appointed by order of the head of the organization with the obligatory participation of the chief accountant or his deputy.
4. Storage of precious metals and precious stones
4.1. The storage of precious metals and precious stones, as well as products, materials, scrap and waste containing them, is carried out in organizations in such a way that their safety is ensured in all places of storage, during production, processing, use, handling, operation and transportation.
Salts, acids and other chemical compounds containing precious metals, in order to avoid their deterioration, are stored in appropriate containers provided for by GOSTs or technical specifications.
4.2. Storage of precious metals and precious stones, products and articles made from them, as well as their scrap and waste is carried out in premises that meet the requirements for technical strength and equipment with security and fire alarms established by federal executive authorities in accordance with the legislation of the Russian Federation. Opening them as necessary is carried out by a financially responsible person. In the absence of a financially responsible person, an autopsy is performed on a commission basis with the permission of the head of the organization, with the drawing up of an act.
Storerooms where precious metals, precious stones, their scrap and waste are stored, as well as fireproof cabinets, metal boxes and safes, must be locked, sealed or sealed and handed over under guard upon completion of work.
It is not allowed to store precious metals and precious stones together with other materials.
4.3. Precious metals and precious stones that are an integral part of bulky equipment, tools, as well as chemical compounds, scrap and waste containing precious metals, if it is impossible to store in fireproof cabinets, safes or metal boxes, can be stored in production workshops, laboratories, warehouses of materials or chemical reagents with the provision of conditions for their complete safety.
To ensure the safety of precious metals and precious stones that are in production, access of unauthorized persons to these production premises should be excluded. If necessary, other security measures must be taken, which should be provided for in their own instructions.
4.4. Precious metals and precious stones issued under the report of the work contractor must be stored in an individual, sealed container. Upon completion of the work, the specified container with precious metals and precious stones in a sealed (sealed) form shall be handed over to the person responsible for storage, against signature.
The work contractor is personally responsible for the valuables issued to him under the report, which are at his workplace during the working day.
4.5. The conditions for ensuring the safety of precious metals and precious stones in organizations engaged in the production, refining, and processing of scrap and waste containing precious metals are regulated by special instructions on the regime and safety, developed taking into account the specifics of the activities of these organizations. These instructions must be approved by the head of the organization.
4.6. When working with precious metals and precious stones, organizations use one of the following types of protection in accordance with the established procedure:
Organization's own security service;
Protection by an organization licensed for this type of activity;
Private security at the internal affairs bodies;
Protection by internal troops of the Ministry of Internal Affairs of Russia by decision of the Government of the Russian Federation;
Departmental security of federal executive authorities.
4.7. Persons engaged in the production, use, storage and transportation of precious metals and precious stones must conclude agreements on individual or collective liability.
4.8. All premises in which the receipt, storage and release of precious metals, precious stones and products made from them are carried out are equipped with weighing instruments. In this case, the general rules for their installation, safety requirements and the conditions for their operation, determined by GOST, must be observed.
Scales, weights and calibration weights must be annually verified in accordance with the requirements of GOST.
Periodic verification of weighing instruments during the inter-verification period is carried out by the organization.
Weighing of precious metals, jewelry and other household items made of precious metals and precious stones, middlings, intermediate products, scrap and waste from them is carried out on scales that provide the necessary weighing accuracy:
a) gold, platinum, palladium in the form of ingots, semi-finished products and products:
With a mass of up to 1 kg - 0.01 g;
With a mass of more than 1 kg - 0.1 g;
b) gold, platinum and palladium in the form of scrap - 0.1 g;
c) silver in the form of products - 0.1 g;
d) silver in the form of ingots, semi-finished products and scrap - 1.0 g
The permissible error limit of the weights used should not exceed the values determined by GOST.
Weighing of middlings, semi-products, scrap and waste containing precious metals in an amount of less than 5 percent is carried out on scales with a permissible weighing error of ± 0.05 percent of the weighed mass.
The mass of diamonds and cut precious stones is determined in carats on a scale that provides the necessary weighing accuracy. The weighing error, depending on the weighed mass, should be:
With a mass of up to 1000 carats, no more than ± 0.01 carats;
With a mass of 1000 to 5000 carats no more than ± 0.04 carats;
With a mass of more than 5000 carats, no more than ± 0.08 carats.
Weighing of precious stones in raw materials (except for diamonds) is carried out on scales that ensure the weighing accuracy established by the technical specifications.
4.9. Transportation of precious metals, precious stones and products from them is carried out by specialized organizations, or organizations-owners of valuables on vehicles equipped with appropriate technical means of protection, accompanied by armed guards.
Transportation of materials containing less than 5 percent of precious metals may be carried out by mail, baggage rail or other means of transport with an estimated value of the shipped materials.
Responsibility for the safety of precious metals and precious stones during transportation by their own means rests with the owner.
5. Inventory of precious metals and precious stones
5.1. An inventory of precious metals and precious stones during their production, use and circulation, as well as in scrap and waste generated during the use of precious metals and precious stones, is carried out twice a year (as of January 1 and July 1) in all places of their storage and use with technological cleaning of premises and equipment.
An inventory of precious metals in scrap and waste intended for further production of precious metals or their refining is carried out once a year (as of January 1).
Organizations extracting precious metals along the way conduct their annual inventory as of January 1.
In electroplating shops (sections) and other similar industries, an inventory is carried out monthly with a complete cleaning of equipment.
An inventory of precious metals and precious stones contained in purchased components, products, devices, tools, equipment, weapons and military equipment that are in operation, as well as placed in storage areas (including decommissioned ones), is carried out once a year (according to as of January 1st).
An inventory of precious metals and precious stones is carried out when changing financially responsible persons, when facts of theft, abuse or damage to property are revealed, in the event of a natural disaster, fire or other emergencies caused by extreme conditions, during the reorganization or liquidation of an organization, as well as in other cases provided for the legislation of the Russian Federation.
Scheduled inventories are carried out on time, regardless of unscheduled inventories and inspections conducted during the reporting period or in connection with emergencies.
5.2. All available precious metals, precious stones, products from them, as well as precious metals and precious stones that are part of any material assets are subject to inventory. Valuables that do not belong to the enterprise, received for processing, are in safe custody, previously unaccounted for, are also subject to inventory.
5.3. To conduct an inventory, by order of the head of the organization, a commission is created from among the representatives of the administration, employees of the accounting service and other specialists of the organization. The same order establishes the procedure for conducting, the timing of the start and end of the inventory, comparing its results with accounting data and reflecting them in accounting and reporting, as well as submitting the minutes of the meeting of the inventory commission for approval.
The composition of the inventory commission does not include financially responsible persons, in the account of which there are values subject to inventory.
The absence of at least one member of the commission during the inventory is the basis for recognizing the results of the inventory as invalid.
In organizations where, due to the large volume of work, one inventory commission is not enough, a central inventory commission and working commissions are appointed, which are entrusted with conducting an inventory in individual divisions. Employees of the accounting department of the organization are necessarily included in the composition of the working commissions. The work of the working commissions is organized and controlled by the central commission.
5.4. Prior to the start of the inventory, the accounting department is obliged to complete the processing of all documents on the receipt and expenditure of precious metals and precious stones, make entries in the accounting documents that all values are taken into account and determine the balances on the day of the inventory. In cases where, by the time the inventory begins, chemical analyzes of semi-finished products or products have not yet been made, a separate inventory list is drawn up for them.
The persons financially responsible for the safety of the valuables entrusted to them, prior to the start of the inventory, take a signature stating that all documents related to the receipt or expenditure of valuables have been handed over to the accounting department and that they do not have any unaccounted valuables.
5.5. At the time of the inventory, operations for the receipt and release of valuables are suspended.
In case of a long-term inventory, in exceptional cases and only with the written permission of the head and chief accountant of the organization, valuables can be released by financially responsible persons in the presence of members of the inventory commission. These values are recorded in a separate inventory, and a note is made in the expenditure documents signed by the chairman of the inventory commission.
Valuables received during the inventory are accepted by financially responsible persons in the presence of members of the inventory commission and are recorded in a separate inventory and are not included in the inventory act. The descriptions are attached to the inventory act.
5.6. In cases where the inventory cannot be completed on the same day, it is allowed to start earlier and end later than the first day. The results in these cases are subject to adjustment as of the first day. If the inventory is not completed on the same day, the premises, when the inventory commission leaves, are sealed with the seals of the financially responsible person and the chairman of the commission.
5.7. Information about the actual presence of precious metals and precious stones for each individual item of material assets is recorded in the inventory acts (inventories), drawn up in at least two copies, one of which is transferred to the financially responsible person. The commission reflects the results of the inventory in standard interdepartmental forms approved by the State Committee on Statistics of the Russian Federation No. inv-8 "Inventory act of precious metals and products made from them", No. inv-9 "Inventory act of precious stones, natural diamonds and products made from them" and No. inv -8a "Inventory list of precious metals contained in semi-finished products, assemblies and parts of equipment, instruments and other products", which are filled in according to all the details provided for in them separately for the places of storage and use of valuables and materially responsible persons.
5.8. The inventory commission ensures the completeness and reliability of entering data on the actual presence of precious metals and precious stones into the inventory lists, the correctness and timeliness of the registration of inventory materials.
5.9. The actual presence of precious metals, precious stones during the inventory is determined by mandatory weighing, counting, measurement, sampling and analysis. Valuables are presented to the commission by a financially responsible person.
The head of the organization must create conditions that ensure a complete and accurate check of the actual availability of valuables on time (provide personnel for sampling and analysis, checking the presence of state hallmarks, weighing and moving valuables, technically sound weighing facilities, measuring and control instruments, measuring containers and etc.).
When conducting an inventory of work in progress, the mass of precious metals and precious stones contained in parts and products that cannot be weighed is established according to accounting data or according to consumption rates for parts (products), taking into account the percentage of their readiness.
The presence of precious metals and precious stones, which are part of the equipment and the impossibility of checking in kind at the time of the inventory, is established according to accounting, technical documents or commission.
The presence of precious metals in alloys, chemical compounds, which are during the inventory in a sealed special container that protects them from damage, is also established and entered into the inventory on the basis of accounting and technical documentation, supplier documents or input control data.
Information about precious metals, precious stones and products containing them, as well as scrap and waste transferred to other organizations for processing or in transit, but registered by the organization, is entered in a separate inventory, which indicates the name of the organization, the name of the valuables, the quantity , weight (in ligature and chemically pure precious metals), date of transfer of values, numbers and dates of documents.
The unpacked parcels with valuables available at the time of the inventory are subject to opening (with the execution of an opening act), in the presence of members of the inventory commission. Data on the presence of valuables by quantity and weight are entered in a separate inventory (act).
Information about valuables that do not belong to the organization (which are in safe custody or received for processing, testing, etc.) are recorded in a separate inventory list (act).
5.10. Inventory lists (acts) can be performed both using computer and other organizational equipment, and manually.
Inventories (acts) are filled in with ink or a ballpoint pen clearly and clearly, without blots and erasures. The names of the inventoried values are indicated in the inventory (act) according to the nomenclature, and their number and mass in the units of measurement accepted in the account. The mass of precious metals is indicated in the ligature and in chemically pure metals.
On each page of the inventory (act), the number of serial numbers of material assets and the total amount in physical terms recorded on this page are indicated in words, regardless of the units of measurement (pieces, kilograms, meters, etc.) these values are in shown.
Errors are corrected by crossing out incorrect entries and putting correct entries over the crossed out ones. Corrections must be agreed and signed by all members of the inventory commission and financially responsible persons. In inventories (acts) it is not allowed to leave blank lines; on the last pages, blank lines are crossed out.
Inventories (acts) are signed by all members of the inventory commission and financially responsible persons. At the end of the inventory (act), the financially responsible persons give a receipt confirming that the commission has checked the valuables in their presence, that there are no claims against the members of the commission and that the valuables listed in the inventory (act) have been accepted for safekeeping.
5.11. Upon completion of the inventory, properly executed inventories (acts) of the actual availability of precious metals and precious stones for each financially responsible person are transferred to the accounting department for comparison of actual and accounting data.
If deviations from the accounting data are detected, the accounting department draws up a collation statement. The inventory commission checks the correctness of the compilation of collation statements.
For all deviations, the inventory commission must receive written explanations from the relevant financially responsible persons. Based on the explanations and inventory materials provided, the commission determines the nature and causes of the identified deviations from the accounting (operational) accounting data and makes its conclusions and proposals for their regulation, which are recorded in the protocol approved by the head of the organization.
5.12. For values that do not belong to the organization, but are listed in the accounting records (located in safekeeping, received for processing), separate collation statements are compiled, the results of the inventory are reported to the owners, and discrepancies identified are regulated jointly by the heads of organizations.
5.13. The results of the inventory must be reflected in the accounting within 10 days after the end of the inventory.
When discrepancies are identified between the actual and accounting data, the causes of their occurrence and the persons responsible for this are established, and the discrepancies themselves are regulated in the following order:
surpluses are subject to capitalization;
shortages within the approved loss rates, formed during the manufacture of products and due to wear and tear of laboratory glassware and diamond tools, are written off as production losses;
shortages in the absence of approved loss standards are considered as excess losses, except for losses during research, development and repair work, for which the standards in some cases may not be developed or approved.
Mutual offset of surpluses and shortages as a result of sorting can be allowed as an exception only for the same period under review, with the same person being checked, in relation to values of the same name and identical quantities.
Under the same name of precious stones should be understood:
For diamonds and other precious stones in raw materials - of the same purpose, adjacent sizes, with a difference in weight within the limits of weighing accuracy;
For diamonds and other processed precious stones - adjacent characteristics of the same size with a difference in mass within the limits of weighing accuracy;
For items with diamonds and other precious stones - for the same purpose, with a difference in weight within the limits of weighing accuracy;
By tools - diamond tools of the same name, type and purpose, similar in shape and size.
In cases where, when offsetting surpluses and shortages from regrading, the amount of the shortage exceeds the amount of the surplus, the difference is attributed to the guilty persons in the manner prescribed by law.
Deficiencies and excess losses of precious metals and precious stones are not subject to write-off for losses in the production of industrial products, jewelry, dental and other products, as well as for research, development and repair work in the presence of approved consumption rates. The management of the organization must take measures to identify the causes of these losses and shortages and bring the perpetrators to justice in the manner prescribed by law.
6. Accounting and reporting on precious metals and precious stones
6.1. Accounting for precious metals and precious stones and products made from them should ensure control over their movement at all stages and operations of technological, production and other processes related to their extraction, use and circulation.
Operational accounting is organized to ensure control over the use for the intended purpose, consumption within the consumption rates, as well as the safety of precious metals and precious stones at each stage of the production process of manufacturing an article (product). Operational accounting data is used in accounting.
6.2. Accounting for precious metals and precious stones should provide:
timeliness and accuracy of information about their number and location;
drawing up a report on the movement of precious metals and precious stones for materially responsible persons, structural divisions and the organization as a whole;
reliability of data in the compiled reporting forms.
6.3. Organizations are required to keep records of precious metals and precious stones in all types and conditions, including precious metals and precious stones that are part of fixed and current assets, purchased components, products, devices, tools, equipment, weapons, military equipment, materials, semi-finished products (including those purchased abroad), low-value and wearing items, including those used in scientific, industrial and other activities, as well as those contained in scrap and waste of precious metals and waste of precious stones.
Data on the name, weight and quantity of precious metals and precious stones contained in the relevant accounting items are reflected in the primary accounting documentation on the basis of information on the content of precious metals and precious stones indicated in the technical documentation (passports, forms, labels, operating manuals, directories), or, in the absence of this information (imported, obsolete domestic equipment, etc.), according to organizations, developers, manufacturers or commission based on analogues, calculations.
* Note: in some cases, when it is impossible to determine the content of precious metals in imported equipment due to the lack of data on the presence of precious metals or analogues, an entry is made in the accounting documents that this equipment may contain precious metals, the content of which will be determined after write-off and recycling.
When transferring or selling products (equipment, devices, tools, etc.), including scrap and waste containing precious metals and precious stones, the sender is obliged to indicate in the accompanying documents the name, weight of precious metals and precious stones contained in these products , as well as a method for determining the content of precious metals in them.
6.4. Accounting for precious metals and precious stones in their production, use and circulation is carried out by name, weight (grams, carats) and quality, as well as in value terms.
Accounting for precious metals that are part of the products of processing of mineral and secondary raw materials, when transferring them for refining, is carried out in terms of the mass of chemically pure precious metals, using the procedure provided for in paragraph 6.19 of this Instruction. After refining, these precious metals are accounted for based on the refining results.
6.5. Scrap and waste of precious metals and waste of precious stones generated in the process of production and use of precious metals and precious stones are accounted for by the following organizations:
Scrap and waste of precious metals - by name of precious metals, type of scrap and waste, weight of scrap and waste in alloy and weight of chemically pure precious metals, as well as in value terms. Jewelry scrap is also taken into account by the number of items;
Waste of precious stones - by name, weight and in value terms.
6.6. Precious metals that are part of purchased components, as well as products, devices, tools, equipment used in scientific, industrial and other activities are accounted for by weight, and precious stones by weight and quality.
Precious metals and precious stones in the form of semi-finished products are accounted for by name, weight and quality.
6.7. Accounting for precious metals, precious stones and products containing them in places of storage (warehouses, storage facilities, shop pantries, etc.) is carried out in accounting documents of strict reporting of standard forms (cards of inventory accounting of material values, books of grade accounting, magazines, etc.) .), which are registered in the accounting department and issued to financially responsible persons against receipt.
Organizations acquiring and using gems keep separate records of gems suitable for making jewelry, as well as gems classified as unsuitable for making jewelry in accordance with the criteria and procedure established by the Government of the Russian Federation.
Gemstones classified in accordance with the established procedure as unsuitable for the manufacture of jewelry are accounted for in accordance with the general requirements for accounting for material assets.
Books, journals, etc., used to keep records of precious metals and precious stones, must be page numbered, laced, signed by the head of the organization or a person authorized by him, sealed and accounted for before the start of the records.
When keeping records using electronic means, reporting documents are documents printed, laced, page numbered, signed by the head of the organization or a person authorized by him, sealed and accounted for in the accounting department.
The terms of storage of accounting and reporting documentation are established by the head of the organization in accordance with the requirements of the legislation on the terms of storage of accounting documentation.
6.8. For each nomenclature and accounting position, i.e. for each name and type of precious metals and precious stones, as well as their size and purpose, a separate card or page in books (magazines) is drawn up with the designation of all details characterizing the values taken into account, namely:
For metals - name (gold, silver, platinum, rhodium, palladium, iridium, ruthenium, osmium), type (ingots, wire, tape, foil, etc.), size (width, thickness, diameter, etc.). ), sample or percentage in solution, alloy, etc., mass of chemically pure metals or ligature, lot number. Under the weight in the ligature should be understood as the mass in kind of the alloy, salt, acid or other chemical compounds containing precious metals;
For stones - name, quality-color and size-weight characteristics, shape of cut, quantity in pieces, weight in carats, and for raw precious stones (except diamonds) weight in grams;
For products made of precious metals and precious stones, or with their content - the name of the product, quantity, type, brand, product number and size, for precious metals - the name, weight in the ligature and sample, and for precious stones - the name, quantity, weight , characteristic (based on data from the manufacturer's documentation or commission based on analogues or expert opinion).
6.9. Entries in cards, accounting books and other documents of strict accountability for precious metals, precious stones and products containing them are made on the basis of acts (waybills) of acceptance and transfer of fixed assets, low-value and wearing items drawn up in the prescribed manner; acts on the acceptance of materials; inventory cards of accounting for fixed assets, low-value and wearing items; materials accounting cards; limit fence cards; requirements; invoices; disposal acts; waybills and other forms of primary documentation.
Manufacturers of diamond tools indicate in the passports the type of tool, serial number, characteristics and weight of rough diamonds. Die dies and all types of cutters in the passports indicate the initial and actual mass of diamond before fixing.
Weight accounting of diamonds in the tool in consumer organizations is carried out:
Drawing dies and cutters - according to the actual weight of fixed diamonds, indicated in the passports for this type of tool;
Tips, diamonds in frames and in other types of tools - according to the initial mass of fixed diamonds indicated in the passports for this type of tool.
Records of operations on the receipt and expenditure of precious metals, precious stones and products are made after the implementation of each operation with the withdrawal of the balance at the end of the working day (shift).
The mass of values is reflected in operational accounting in strict accordance with the initial data of primary documentation, chemical analyzes, readings of scales and other measuring instruments.
6.10. Parcels with valuables arriving at the organization are registered in a special journal (book) on the day they are received. Opening of parcels and acceptance of precious metals and precious stones is carried out by a financially responsible person no later than three days from the date of their receipt in the presence of a commission appointed by order of the head of the organization.
The results of acceptance are documented in an act (receipt order), which indicates the name of the supplier organization, the number and date of the accompanying document, and all the details of the valuables provided for in operational accounting.
The act indicates (in figures and in words) the actual quantity and mass of the received precious metals (the mass in the ligature and the mass of the chemically pure precious metal) and precious stones, as well as the presence of discrepancies with the accompanying documents.
In cases where it is not possible to determine the actual mass of incoming precious metals and precious stones contained in products, devices, tools, equipment, etc., their mass is reflected in the acceptance act on the basis of passports and other accompanying documents.
In the acceptance act (receipt order), a financially responsible person must be recorded: "All the values \u200b\u200bnamed in the act were checked in the presence of the commission and accepted by me for safekeeping." After this entry, the signature of the financially responsible person is certified by the signatures of the members of the commission.
The first copy of the act (receipt order) is transferred to the accounting department, a copy of the act (receipt order) remains with the financially responsible person.
6.11. The release of precious metals, precious stones and products from the central storage places to the storage places of individual divisions of the organization (workshops, laboratories, sites) is carried out according to the requirements drawn up in the manner established by the organization. The number and mass of valuables in these documents are indicated in numbers and in words.
The release of valuables is carried out taking into account consumption rates, production plans and actual balances with financially responsible and other accountable persons.
The release of valuables is carried out upon presentation by the recipient of requirements or limit cards with permit signatures of the head (or a person authorized by him) and the accounting department of the organization. The number and mass of valuables in these documents are indicated in numbers and in words.
6.12. The transfer of precious metals and precious stones in any form and condition, including in scrap and waste, between divisions and accountable persons is carried out with the issuance of acceptance invoices, in which the number and weight of valuables are indicated in numbers and in words.
6.13. Operational accounting of precious metals, precious stones and products in production is organized and maintained by stages of redistribution, types of work, taking into account the peculiarities of the technological process and the nature of the resulting waste and losses.
In organizations engaged in the processing of precious stones, operational accounting should provide the possibility of obtaining information about the results of processing each crystal at each operation of the technological process, linking it to a specific contract (contract for the production of precious stones, including manufacturers of single-crystal diamond tools).
6.14. Release of valuables from places of storage to work is carried out under the report to the performers of work. Write-offs from accountable persons are carried out after they hand over to the places of storage of parts, products and residues of precious metals, precious stones in the form of raw materials, semi-finished products and waste, used, broken tools, etc. The actual loss of precious metals and precious stones is determined as the difference between the mass precious metals and precious stones issued to the contractor, and their total mass in manufactured parts, products and residues, in raw materials and waste.
Details, contacts, various blanks, semi-finished products made of precious metals, their alloys and chemical compounds, subject to weighing, are taken into account before they are actually used up in production by quantity and by weight; precious metals in solutions - by the volume of solutions and the concentration of precious metals, determined by chemical analysis.
Operational accounting of the values that are accountable to the performers is kept in journals, distribution lists, route sheets, personal accounts, etc., which reflect all the necessary details of the values taken into account, the dates of issue and delivery to storage places.
The organization of operational accounting should ensure the possibility of detecting deviations in the actual consumption of precious metals and precious stones from the current consumption rates for all components, i.e. on products, waste and losses.
6.15. On the basis of the operational accounting data for each stage, type of work and section, at least once a month, reports are prepared on the actual consumption of precious metals and precious stones (with a reflection of the movement of raw materials, finished products, semi-finished products and waste) in comparison with the standard consumption and explaining the reasons for the rejection. Reports approved by the head are submitted to the accounting department of the organization.
6.16. Write-off of precious metals and precious stones used in production is carried out only with documentary evidence of their actual consumption.
6.17. Write-off of precious metals and precious stones that are in production is carried out when they are actually used up in separate operations of the technological process, if as a result of this operation they become an integral part of a part, assembly, tool, product, etc., and their mass cannot be determined directly by weighing.
Precious metals and precious stones, which at the stages of technological processing only change their shape and their mass can be determined by weighing, are not written off as expenses, but continue to be accounted for according to their details.
The write-off of precious metals and precious stones for repair needs, research, development and laboratory work is documented by acts drawn up by a commission of at least three people appointed by the head of the organization.
It is forbidden to write off precious metals and precious stones according to the norms without determining the actual consumption, which is confirmed by documents (weighing reports, analysis results, volume measurements, coating thickness measurements, etc.).
Precious metals located at workplaces as part of tools, equipment, laboratory glassware, etc., regardless of their degree of wear, are accounted for by the initial weight indicated in the passports, specifications or other primary documents for these products. Those of the listed items, the mass of precious metals, in which it can be determined by weighing (laboratory glassware, etc.), during the inventory period, as well as when changing materially responsible persons, are subject to mandatory weighing with the preparation of acts on the change in mass and reflection of the results in accounting documents.
Diamonds in tools and other products located at the workplace, regardless of their degree of wear, are taken into account according to the initial mass indicated in the passports, specifications or other primary documents for these products (except for diamonds in dies and cutters, which are taken into account by weight before fixing them into the tool during its manufacture).
Write-off of valuables is carried out by the act of liquidation.
The acts indicate the mass of precious metals and precious stones subject to posting in the form of scrap and waste. In cases of premature write-off of valuables, the acts indicate its reasons and the persons responsible for this.
6.18. When writing off purchased components, instruments, tools, equipment and if it is impossible to take a representative sample for analysis from the resulting scrap and waste, organizations are required to keep records of the precious metals that make up their composition, in terms of the mass of chemically pure precious metals based on information about the content precious metals available in the technical documentation (passports, forms, operating manuals). In the absence of this information (in relation to imported, obsolete domestic equipment), records are kept according to acts drawn up on a commission basis on the basis of information on the content of precious metals in similar products or an expert assessment.
During technological cleaning or repair of production premises and equipment, a special commission is created, which collects wastes of precious metals and precious stones and, based on the results of their laboratory analyzes, takes into account the content of precious metals and precious stones in these wastes under a separate act.
6.19. When decommissioning devices and products, organizations withdraw from these devices and products parts containing precious metals and their alloys, independently or with the involvement of organizations that carry out such work in accordance with the legislation of the Russian Federation.
At the same time, an act of liquidation is drawn up, which separately indicates the mass in the ligature of the seized parts, as well as the pure mass of precious metals according to the passport or accounting documents for this device or product. On the basis of these acts, the relevant devices and products are written off from the accounting cards and at the same time the seized parts are credited to the waste accounting cards according to the total mass of waste and the clean mass of the precious metals contained in them according to the passports.
Waste of precious metals in electroplating shops in the form of rejected parts, wire and other products coated with precious metals is accounted for by the total mass of waste in kind and the mass of precious metals, according to data on their actual consumption for coating these parts and products or according to chemical analysis. At the same time, waste of precious metals in assembly shops in the form of rejected parts and other products of own production, coated with precious metals, is accounted for by the average actual content of precious metals in these products, determined from the data on their actual consumption in electroplating shops.
Waste of precious metals in assembly shops in the form of products purchased from third parties and rejected during the production process is accounted for on the basis of information about the content of precious metals in the accounting documentation for these products.
6.20. The accounting department of the organization of the supplier of scrap and waste compares the amount of precious metals in this raw material with the passport data of the refining organizations and, if there are discrepancies, finds out their reasons. According to the results of the comparison, the necessary adjustments are made to the accounting and reporting documents. At the same time, the initial information on the amount of precious metals contained in scrap and waste is corrected. Corrections are made by crossing out the original entries and putting new entries over the strikethrough entries. New records of registered and shipped precious metals are made on the basis of passport data of processing enterprises.
6.21. Employees of the organization's accounting department periodically, but at least once a month, check the correctness of operational accounting in all places of storage and use of precious metals and precious stones, certifying the accuracy of the entries in the documents with their signature.
6.22. Manufacturers of products containing precious metals and precious stones in their composition reflect in passports or other documents for finished products reliable information about the mass of precious metals and precious stones in accordance with the requirements of the current GOST.
6.23. Organizations producing and processing precious metals and processing (processing) precious stones, in which permanent state control over the processing, use, accounting and storage of precious metals and precious stones is established, coordinate with the relevant state control body:
Instructions for accounting, spending and storage of precious metals and precious stones;
Instructions on the procedure for conducting an inventory of precious metals and (or) precious stones;
Instructions for compiling the annual metallurgical balance of precious metals;
Instructions for receiving, testing and issuing precious metal raw materials for production;
Consumption rates of precious metals for the production of finished products;
Rates of loss of precious metals by accounted channels;
Norms of discrepancies in metallurgical balances of precious metals;
Standards for the content of precious metals in intermediate products and production waste sent to other enterprises for the additional extraction of the precious metals contained in them;
Other regulatory documentation that may affect the completeness of accounting and ensuring the safety of precious metals and precious stones.
6.24. For keeping records of precious metals and precious stones, organizations submit information according to the forms of the federal state statistical monitoring of the movement of precious metals and precious stones, approved by the State Committee of the Russian Federation on Statistics on the proposal of the Ministry of Finance of the Russian Federation, within the terms and addresses provided for by these forms.
The Ministry of Finance of the Russian Federation summarizes the information received from organizations and submits summary results on them to the State Committee of the Russian Federation on Statistics.
The State Statistics Committee of Russia has developed the following forms of federal state statistical observation:
No. 1-dm - "Information on the remains, receipt and consumption of natural, synthetic diamonds and superhard materials in tools, powders and pastes.";
No. 2-dm - "Information on the balances, receipt and consumption of precious metals and products from them";
Annex to form No. 2-dm - "Information on the balances, receipt and delivery of precious metals in the form of scrap and waste to the State Fund of Russia";
No. 2-dm (tolling raw materials) - "Information on the balance, receipt and consumption of precious metals and their salts received for the fulfillment of tolling orders and centralized deliveries";
No. 3-dm - "Information on the balance, receipt and consumption of natural diamonds for the manufacture of diamond tools and brilliants";
No. 4-dm - "Information on the balances, receipt and consumption of precious metals contained in instruments, equipment and other products";
No. 5-dm - "Information on the receipt of precious metals in the State Fund of Russia in the form of scrap and waste."
6.25. Organizations in which permanent state control is established, in addition to the established forms of state statistical observation, must submit to the control bodies:
- information on the production, use and circulation of precious metals and precious stones in physical terms for half a year and for the year as a whole;
- data on the results of inventories of precious metals and precious stones, in kind for the year;
- annual metallurgical balances of precious metals.
7. Final provisions
7.1. Persons guilty of theft, shortages of precious metals and precious stones and products made from them, regardless of whether they are brought to criminal, administrative or disciplinary responsibility, bear material liability in accordance with the legislation of the Russian Federation.
7.2. Officials of organizations that failed to comply with or committed violations of the established rules for the receipt, expenditure, accounting and storage of precious metals and precious stones or products containing them, the completeness of the collection of scrap and waste containing precious metals and waste of precious stones, as well as failure to submit within the established time limits or the unreliability of the information provided by the state statistical observation, bear administrative responsibility in the manner prescribed by the legislation of the Russian Federation.
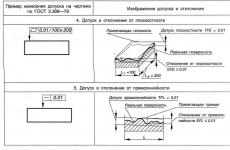
DESIGNATIONS OF COATINGS
(according to GOST 9.306-85)
The standard establishes the designations of metallic and non-metallic inorganic coatings in technical documentation.
The designations of the methods of processing the base metal are given in table. 1, obtaining coverage - in table. 2
1. Designations of methods for processing the base metal
2. Designation of coating methods

The coating material, consisting of metal, is designated by symbols in the form of one or two letters included in the Russian name of the corresponding metal (Table 3).
3. Designation of the material of the coating, consisting of metal

The designations of nickel and chromium coatings are given in Table. 4.
The coating material, consisting of an alloy, is designated by the symbols of the components that make up the alloy, separating them with a hyphen, and in parentheses indicate the maximum mass fraction of the first or first and second (in the case of a three-component alloy) components in the alloy, separating them with a semicolon.
Designation examples:
copper-zinc alloy coating with a mass fraction of copper 50-60% and zinc 40-50%
M-C (60);
copper-tin-lead alloy coating with a mass fraction of copper 70-78%, tin 10-18%, lead 4-20%
M-O-S (78; 18)
4. Designations of nickel and chromium coatings

If necessary, the technical requirements of the drawing indicate the symbol of the chemical element or the formula of the chemical compound used as the coprecipitated substance.
It is allowed to use abbreviations and indicate the total thickness of the coating.
In the designation of the coating material with an alloy (Table 5), if necessary, it is allowed to indicate the minimum and maximum mass fractions of the components, for example, gold-nickel alloy coating with a mass fraction of gold 93.0-93.0%, nickel 5.0-7.0% denote Zl-N (93.0-95.0).
In the designation of coating with alloys based on precious metals of watch parts and jewelry, it is allowed to indicate the average mass fraction of the components.
For newly developed alloys, the designation of the components is carried out in order of decreasing their mass fraction.
5. Designations of coatings with alloys

In the designation of the coating material obtained by burning in, the grade of the starting material (paste) is indicated in accordance with the regulatory and technical documentation.
In the designation of a solder coating obtained by a hot method, indicate the brand of solder according to GOST 21930-76, GOST 21931-76.
The designations for non-metallic inorganic coatings are given below:
If it is necessary to indicate the electrolyte (solution) from which it is required to obtain a coating, use the designations given in the mandatory annexes to GOST 9.306-85.
Electrolytes (solutions) not listed in the annexes are designated by their full name, for example, Ts9. ammonium chloride. xp, M15. pyrophosphate.
6. Notation of functional properties of coatings

7. Designations of decorative properties of coatings

8. Designations of additional processing of the coating

The designation of additional processing of the coating by impregnation, hydrophobization, application of a paint and varnish coating may be replaced by the designation of the brand of material used for additional processing.
The brand of material used for additional processing of the coating is designated in accordance with the regulatory and technical documentation for the material.
The designation of a specific paintwork used as an additional treatment is made in accordance with GOST 9.032-74.
Preparation methods, coating material, electrolyte (solution) designation, properties and color of the coating, additional processing not listed in the standard are indicated according to the technical documentation or written down by the full name.
The order of designation of the coating in the technical documentation
Designation of the method of processing the base metal (if necessary);
- designation of the method of obtaining the coating;
- designation of the coating material;
- minimum coating thickness;
- designation of the electrolyte (solution), from which it is required to obtain a coating (if necessary) (Table 9; 10);
- designation of functional or decorative properties of the coating (if necessary);
- designation of additional processing (if necessary).
The designation of the coating does not necessarily contain all of the listed components.
If necessary, in the designation of the coating, it is allowed to indicate the minimum and maximum thicknesses through a hyphen.
It is allowed to indicate in the designation of the coating the method of production, material and thickness of the coating, while the remaining components of the symbol are indicated in the technical requirements of the drawing.
A coating thickness equal to or less than 1 µm is not indicated in the designation, unless there is a technical need (with the exception of precious metals).
Coatings used as technological coatings (for example, zinc in the zincate treatment of aluminum and its alloys, nickel on corrosion-resistant steel, copper on copper alloys, copper on steel from cyanide electrolyte before acid copper plating) may not be indicated in the designation.
If the coating is subjected to several types of additional processing, they are indicated in the technological sequence.
The coverage designation is recorded in a line. All components of the designation are separated from each other by dots, with the exception of the coating material and thickness, as well as the designation of additional processing with a paint and varnish coating, which is separated from the designation of a metallic or non-metallic inorganic coating by a shot line.
The designation of the production method and the coating material should be written with a capital letter, the other components - with lowercase letters.
Examples of recording the designation of coatings are given in Table. eleven.
9. Designations of electrolytes for obtaining coatings (according to GOST 9.306-85)

10. Designations of solutions for obtaining coatings

11. Examples of recording designations of coatings

DESIGNATION OF COATINGS ACCORDING TO INTERNATIONAL STANDARDS
The base metal and coating material is designated by the element's chemical symbol.
The base metal material, consisting of an alloy, is designated by the chemical symbol of the element with the maximum mass fraction. The main non-metallic material is designated NM plastic - PL.
The coating material, consisting of an alloy, is designated by the chemical symbols of the components included in the alloy, separating them with a hyphen. The maximum mass fraction of the first component is indicated after the chemical symbol of the first component before the hyphen.
1. Designation of methods for obtaining coverage according to international standards

2. Designations of additional processing of the coating
according to international standards

3. Designation of types of nickel and chromium coatings
according to international standards

The designation is written on a line in the following order:
Base metal chemical symbol or non-metal symbol followed by a slash;
- method of coating, if necessary, indicate the chemical symbol of the sublayer metal;
- chemical symbol of the coating metal (if necessary, in parentheses indicate the purity of the metal as a percentage);
- a figure expressing the minimum thickness of the coating on the working surface in microns;
- designation of the type of coating (if necessary);
- designation of additional processing and class (if necessary).
4. Examples of designations for coatings according to international standards

GENERAL REQUIREMENTS FOR THE SELECTION OF COATINGS
(according to GOST 9.303-84)
The standard establishes general requirements for the selection of metallic and non-metallic inorganic coatings (hereinafter referred to as coatings) of parts and assembly units (hereinafter referred to as parts) applied by chemical, electrochemical and hot (tin and its alloys) spores.
The standard does not apply to coatings used as technological coatings for watch parts and jewelry, with the exception of the requirements for establishing the maximum coating thickness.
When choosing coatings, consider:
- the purpose of the part,
- the purpose of the cover,
- operating conditions of the coated part according to GOST 15150-69,
- part material,
- properties of the coating and its influence on the mechanical and other characteristics of the material of the part,
- environmental friendliness of the coating metal and the technological process of application,
- admissibility of contact between metals and metal and non-metal coatings according to GOST 9.005-72,
- economic feasibility.
The choice of coating is carried out according to the table. 12
1. Climatic versions of products and categories of placement of parts with coatings

The standard establishes the minimum thickness of the coating, which ensures the protective ability and (or) its functional properties under specified conditions for long-term (years) product life, established in the standards and specifications for the product.
The use of a minimum coating thickness exceeding that established by the standard is agreed with the customer in the prescribed manner.
In cases where in the column of Table. 2 "The thickness of coatings for operating conditions of coatings according to GOST 15150-69" shows the interval of thicknesses, the minimum thickness of the coating within the specified limits is set in the regulatory and technical documentation, taking into account the specifics of the product (part) and the technology for obtaining the coating.
2. Metallic and non-metallic inorganic coatings from 1 to 187 number

Notes with apostrophe:
1 Here, for metallic coatings, the coating thickness is indicated in micrometers; for non-metallic, inorganic coatings, the applicability is given.
2 Apply in cases where the decorative properties are preserved for a specified period.
3 With additional protection, except for paint coatings, such as grease, etc.; when using a paint coating, the thickness of the metal coating is used, which is indicated in table. 2 for operating conditions 2 (for coating No. 11 when using a paint coating, the thickness of the cadmium coating is 9 microns).
4 It is allowed to use alloy coatings with the same thicknesses.
5 Used for brass (zinc up to 20%) and special bronzes.
6 It is allowed to apply if the appearance of minor damage does not affect the performance of the product.
7 Used for alloys with increased corrosion resistance such as MA8, ML5
8 Soldering with low temperature solders is recommended.
9 In industry normative and technical documentation, it is allowed to replace coatings О-С (60) with О-С (40), taking into account the design features of the product. Coatings No. 44; 45 is allowed to be used without a copper sublayer.
10 It is allowed to replace the electrochemical nickel sublayer with a chemical one.
Notes:
1. The "+" sign means that the coating is allowed under these operating conditions, the "-" sign means that this coating is not recommended for these operating conditions.
2. The thickness of the first layer of a two-layer nickel coating is 60 - 70% of the total thickness, the thickness of the second layer is 40 - 30% of the total thickness. The thickness of the first layer of a three-layer nickel coating is 60-70% of the total thickness, the thickness of the second layer is 5-10% and the third layer is 40-30%.
3. Two-layer nickel coating with filler (Ndz) includes: the first layer is semi-bright nickel, the second layer is bright nickel with filler (kaolin).
4. It is allowed to replace the sublayer M with N.M, while maintaining the total thickness of the coating.
MAIN CHARACTERISTICS OF COATINGS
AND ENVIRONMENTAL CHARACTERISTICS OF METALS
Zinc coating
1. Zinc coating is anodic in relation to ferrous metals and protects steel from corrosion electrochemically at temperatures up to 70°C, at higher temperatures - mechanically.
The coating prevents contact corrosion of steels when mating with parts made of aluminum and its alloys; ensures the screwing of threaded parts.
Zinc, in comparison with other metals used in electroplating, is slightly toxic to humans. The need of the human body for zinc is met by food and drinking water. Toxic doses of zinc salts lead to acute but curable poisoning.
2. To improve corrosion resistance, zinc coating is chromated and phosphated. Chromating at the same time improves the decorative appearance of the coating. Chromate film is mechanically fragile.
.3. Zinc chromated coating loses its decorative appearance under the condition of periodic mechanical impact: the touch of a tool, hands.
4. Without chromating and phosphating, the coating is used to ensure electrical conductivity and when crimping with plastics at temperatures above 100 ° C.
5. Electrochemical galvanizing causes a loss of steel ductility due to hydrogenation. Steels with a tensile strength above 1380 MPa; (140 kg/mm²) are not subject to galvanizing.
6. The coating has strong adhesion to the base metal, low resistance to mechanical abrasion and increased brittleness at temperatures above 250°C and below minus 70°C; matte coating withstands bending, flaring.
The coating has low chemical resistance to products released during aging of organic materials.
7. The microhardness of the coating applied by the electrochemical method, on average, is 490-1180 MPa (50-120 kgf / mm²); resistivity at a temperature of 18°C is 5.75×10 -8 Ohm×m.
Cadmium plating
.1. The cadmium coating is anodic and electrochemically protects steel from corrosion in the atmosphere and sea water; in fresh water - mechanically.
Cadmium is one of the most dangerous of all metal contaminants in foods consumed by humans. The human body absorbs about 6% of cadmium from food, which is practically not excreted from the body. Prolonged intake of cadmium causes severe diseases of the kidneys, as well as bones. Prolonged exposure to cadmium causes anemia and hypertension. The toxicity of cadmium decreases with the simultaneous intake of other metals into the body. Cobalt, selenium, as well as zinc and its chelates have a softening effect.
2. To improve corrosion resistance, cadmium coating is chromated and phosphated. Chromating at the same time improves the decorative appearance of the coating. Chromate film is mechanically fragile.
The corrosion rate in an industrial atmosphere is 1.5-2 times that of zinc coating.
3. Without chromating and phosphating, the coating is used to ensure electrical conductivity, when crimping with plastics at temperatures above 100 ° C.
4. The coating is not recommended for parts operating in the atmosphere of industrial areas; in contact with fuel containing sulfur compounds; in an atmosphere containing volatile aggressive compounds released during aging from organic substances: when drying drying oil, oil varnishes, etc.
5. Electrochemical cadmium plating causes a loss of steel ductility due to hydrogenation. For steel parts with a tensile strength above 1370 MPa (140 kgf / mm²), cadmium plating using a special technology is allowed.
6. The coating has strong adhesion to the base metal, good anti-friction properties, low wear resistance; more plastic than zinc; withstands pressing, drawing, flaring, screwing. Cadmium oxides are toxic.
Welding on cadmium coating is not allowed.
7. The microhardness of the cadmium coating is 340-490 MPa (35-50 kgf / mm²) - specific resistance at a temperature of 18 ° C - 10.98 × 10 -8 Ohm × m.
Nickel plating
1. Nickel plating is cathodic to steel, aluminum and zinc alloys. The coating is used for protective, protective and decorative finishing of parts, increasing surface hardness, wear resistance and electrical conductivity.
Nickel is not toxic to humans. Increased consumption of nickel occurs when water sources are polluted with industrial waste, including galvanic waste.
2. To increase the decorative effect of the coating, chromium up to 1 µm thick is applied over the nickel sublayer.
3. An increase in corrosion resistance is achieved by combining several layers of nickel coatings with different physical and chemical properties. With a thickness of 24 microns, the protective properties of a two-layer coating (without a copper sublayer) are two times higher, and a three-layer coating with a filler, are three times higher than the protective properties of shiny coatings.
4. Resistivity at a temperature of 18°C - 7.23-10 -8 Ohm×m; microhardness of a shiny coating - 4420-4900 MPa (450-500 kgf / mm²), semi-glossy - 2940-3930 MPa (300-400 kgf / mm²); the reflection coefficient of the shiny coating is 75%. Permissible operating temperature - 650°C.
5. The coating provides good solder spreadability and the production of vacuum-tight joints during high-temperature soldering in various environments without the use of fluxes, as well as in argon-arc welding (in the latter case, without a copper sublayer). Nickel plating up to 6 µm thick can be spot welded.
6. The coating serves as a barrier layer under gold, silver, tin-lead and other metals, preventing the diffusion of copper, zinc, iron and other metals.
7. Black nickel plating is used to give parts special optical and decorative properties. The reflection coefficient of black nickel coating is up to 20%.
Nickel chemical plating
1. Chemical nickel plating, containing 3-12% phosphorus, has better protective properties than electrochemical nickel plating. The coating has increased hardness and wear resistance and is recommended for parts operating in friction conditions, especially in the absence of lubrication; used for corrosion protection, to ensure soldering with low-temperature solders.
The coating has increased brittleness, it is not recommended to bend and flare parts with chemical nickel coating.
2. The coating is recommended to be used mainly for complex profiled parts.
3. Coating after heat treatment at a temperature of 400°C acquires high hardness.
4. Microhardness of the coating after heat treatment - 6400-11800 MPa (650-1200 kgf/mm²); resistivity at a temperature of 18°C - 6.8-10 -7 Ohm×m.
Chrome plating
1. Chrome plating is cathodic to steel, aluminum and zinc alloys, provides corrosion protection and enhances decorative appearance.
Chromium is a metal whose toxic effect on the human body depends on the degree of its oxidation. Hexavalent chromium compounds are more toxic than trivalent chromium compounds. The high content of hexavalent chromium salts in wastewater has a toxic effect on the microflora of water bodies.
2. A protective and decorative coating is applied over the nickel sublayer with a thin mirror-shiny layer up to 1 µm. A coating up to 0.5 µm thick is porous; with an increase in thickness, a network of cracks is formed.
3. Electrochemical chromium plating can be hard, porous, milky.
4. Hard chrome plating has high wear resistance, heat resistance, low friction coefficient, poor wettability, low ductility.
The coating effectively works on friction (when applied to a solid base), withstands a uniformly distributed load well, and is easily destroyed under the action of concentrated shock loads.
5. Milky chromium coating has low hardness and wear resistance, small porosity. The coating protects against corrosion while maintaining a decorative look.
6. The hydrogenation of steels is stronger when obtaining a milky coating than a solid one.
7. For parts that require corrosion protection, decorative finishes, and wear resistance, it is recommended to use a combined coating consisting of milky and hard chromium.
8. The porous coating improves the wear resistance of parts. The coating is characterized by a branched network of cracks (the pores are expanded by additional anode etching).
9. Black chrome plating is applied to create a light absorbing surface; the coating is fragile when working on friction. The reflectivity of the black thunder coating is 3-4%; the coating is stable in vacuum.
10. The application of chromium coatings on complex profiled parts is difficult due to the low scattering power of chromium electrolytes.
11. To improve the corrosion resistance, chrome-plated parts can be subjected to additional processing (hydrophobization, impregnation, etc.).
When operating in conditions of direct exposure to sea water, periodic relubrication is recommended for additional protection of chrome parts.
12. Microhardness of hard chrome coating - 7350-10780 MPa (750-1100 kgf/mm²), black chrome coating - 2940-3430 MPa (300-350 kgf/mm²).
copper plating
1. Copper coating is cathodic to steel, aluminum, magnesium and zinc alloys. The coating is used as a technological sublayer to reduce porosity and increase the adhesion of other coatings. For corrosion protection as an independent coating is not recommended due to low corrosion resistance.
Copper is quite toxic to aquatic life. At a concentration of 0.001 mg / cm³, copper salts inhibit the development of many aquatic organisms, and at a concentration of 0.004 mg / cm³ they have a toxic effect on them. Toxic doses of copper salts lead to acute but curable human poisoning.
2. Copper coating has high electrical and thermal conductivity, plasticity, withstands deep drawing, flaring, well polished, facilitates running in, lapping and screwing; in a freshly deposited state it is well soldered. With low-temperature solders, it forms intermetallic compounds, which sharply worsen the solderability and strength of the solder joint.
3. Permissible operating temperature of the coating - 300°C; coating microhardness - 590-1470 MPa (60-150 kgf/mm²); resistivity at a temperature of 18°C - 1.68×10 -8 Ohm×m.
Copper-tin alloy plating
1. Coating with high tin alloy M-O(60) is cathodic in relation to steel, it is recommended to improve the wear resistance of electrical contact parts, as well as to ensure soldering. The coating can be used as a protective and decorative.
2. The coating is resistant to alkalis, weak organic acids and sulfur compounds.
3. Coating reflectivity 60-65%, wear resistance is 4 times that of silver plating; hardness is 5-6 times that of copper coating.
4. The coating is well soldered with low-temperature solders using rosin fluxes.
5. The coating is not subject to the growth of whiskers and the transition to a powder modification at low temperatures.
6. Coating microhardness - 5390-6370 MPa (550-650 kgf/mm²)
Tin plating
1. Tin coating under atmospheric conditions is cathodic in relation to steel, anodic in many organic media, as well as in relation to copper and its alloys containing more than 50% copper. Coating is recommended to ensure soldering.
Tin, which enters the human body with food and drinking water, is quickly eliminated from the body. In the body, tin is deposited in the kidneys, liver, bones, and to a small extent in soft tissues. The largest amount is deposited in the skeleton.
2. Tin plating is resistant to sulfur compounds and is recommended for parts that come into contact with all kinds of plastics and rubbers.
3. Tin plating has good adhesion to the base metal, elasticity, can withstand bending, stretching, flaring, stamping, press fit, good retention when screwing.
Freshly deposited tin coating is well soldered. A glossy finish retains solderability for a longer time than a matte finish.
4. Matte tin coating is characterized by significant porosity. The porosity of coatings of small thickness (up to 6 µm) can be reduced by melting the coating or applying a shiny coating.
5. On the surface of the coating during storage, whisker-like conductive crystals ("needles") are formed.
6. When operating tin coatings at temperatures below plus 13 ° C, the coating may be destroyed due to the transition of compact white tin (b-Sn) into powdered gray tin (a-Sn) (“tin plague”).
7. Coating microhardness - 118-198 MPa (12-20 kgf/mm²); resistivity at 18°C - 11.5×10 -8 Ohm×m. Permissible operating temperature of the coating - 200°C.
Tin-Nickel plating
1. O-N(65) alloy coating is cathodic with respect to steel; recommended as protective for parts to be soldered; to ensure surface hardness and wear resistance.
2. The coating has high corrosion resistance: resistant to high humidity and environment containing sulfur compounds.
3. The coating is well polished, withstands pressing into plastics; due to high brittleness, it is not recommended for parts subjected to flaring and shock loads.
4. Coating microhardness 4900-5880 MPa (500-600 kgf/mm²).
Permissible operating temperature - 300-350°C.
Tin-bismuth alloy coating
1. O-Vi-(99.8) alloy coating under atmospheric conditions is cathodic in relation to steel, anodic in relation to copper and its alloys containing more than 50% copper; recommended as protective for parts to be soldered.
2. Corrosion resistance and spiky tendency are the same as those of tin plating.
3. The coating withstands well flaring, stamping, press fits, and is preserved during make-up.
Tin-lead alloy coating
1. O-C(60) alloy coating under atmospheric conditions is cathodic in relation to steel, anodic - in relation to copper and its alloys.
The coating provides solderability with low-temperature solders.
Lead is one of the trace elements that lead to the pathology of human organs and blood. During life, lead accumulates in the bones. Increased absorption of lead from water or food has been observed in children.
2. Under the conditions of high temperature and humidity, the corrosion resistance is lower than that of tin plating.
3. The coating is plastic, has low electrical resistance, and is soldered using non-activated rosin fluxes.
4. Fused coating has better performance.
5. Fused coating is not subject to needle formation. On zinc-containing alloys, the coating should be applied over a sublayer of nickel, which prevents diffusion of zinc into the coating and needle formation.
6. The solderability of the coating after crimping into polymeric materials, if necessary, is restored by a hot method with non-activated rosin flux.
gold plating
1. Gold coating is cathodic in relation to the coated metals and protects them mechanically; recommended to provide low and stable transient electrical resistance of contacting surfaces, improve surface electrical conductivity.
2. The coating has high thermal and electrical conductivity, chemical resistance, including in an atmosphere with high humidity and sulfur-containing environments.
3. Group contacts with gold plating and gold alloys, which usually have small gaps between circuits, for service conditions 4-8 should be sealed or placed in dust and splash protection devices.
4. The coating of cyanide electrolytes used in contact devices tends to increase the adhesion of rubbing surfaces during operation. Acidic electrolyte coatings do not have this defect.
5. When deposition of gold plating on brass, a nickel undercoat is recommended to prevent diffusion of zinc onto the surface of gold platings from the base metal.
The nickel sublayer under the coating with gold and gold alloys should be applied from electrolytes that provide a coating with low internal stresses.
6. With tin-lead solders, gold plating forms brittle intermetallic joints that reduce the mechanical strength of the solder joint.
7. Coating microhardness - 392-980 MPa (40-100 kgf/mm²); resistivity at a temperature of 18°C - 2.2×10 -8 Ohm×m; internal stresses reach 59-147 MPa (6-15 kgf / mm²).
Gold-nickel alloy plating
1. Coatings with Zl-N(99.5-99.9), Zl-N(98.5-99.5), Zl-N(93.0-95.0) alloys are cathodic in relation to the coated metals and protect them mechanically. Corrosion resistance of gold-nickel alloy and functionality are the same as gold plating.
2. The coating is characterized by high electrical and thermal conductivity, high hardness, increased wear resistance, no tendency to weld, low internal stresses; differs in chemical firmness in various hostile environment and keeps the characteristics stable in time.
3. The nickel sublayer creates favorable conditions for friction coatings, prevents diffusion of the base metal at temperatures up to 350°C, and contributes to the stability of the contact resistance.
4. With tin-lead solders, the coating forms brittle intermetallic joints that reduce the mechanical strength of the solder joint.
Silver plating
1. Silver coating is cathodic to the metals being coated; recommended for low contact resistance, to improve surface conductivity.
2. The coating is characterized by high electrical and thermal conductivity, plasticity, reflectivity; low hardness, resistance to mechanical wear and internal stresses; tendency to weld.
The coating withstands bending and flaring well, but does not tolerate crimping into polymeric materials.
The coating is subject to migration over the surface of the dielectric under the action of a potential difference.
Brighteners in coating electrolytes can adversely affect the electrical conductivity of the coating.
3. It is not allowed to use a silver coating as a sublayer for gold due to the diffusion of silver through gold with the formation of surface non-conductive films *.
* When using products with gold-plated electrical contacts along the silver sublayer, the transition resistance may become unstable up to failure due to the diffusion of silver through gold.
4. Under the influence of compounds of chlorine, ammonia, sulfur-containing, phenol-containing, etc. substances, a film is formed on the surface of silver and silver-containing coatings, which increases the transition resistance of the coating and makes it difficult to solder.
5. Coating microhardness - 883-1370 MPa (90-140 kgf/mm²), which can decrease to 558 MPa (60 kgf/mm²) over time; resistivity at a temperature of 18°C - 1.6×10 -8 Ohm×m.
Palladium plating
1. Palladium coating is cathodic in relation to the coated metals, has high resistance to atmospheric conditions and when exposed to sulfur compounds.
2. The coating is recommended to be used to reduce the contact resistance of the contacting surfaces, increase their surface hardness and wear resistance, if necessary, maintain a constant electrical resistance.
3. The coating has high wear resistance and good electrical conductivity, stable contact resistance over time; reflection coefficient - 60-70%. The electrical conductivity is almost seven times lower than that of the silver coating, but is stable over time up to a temperature of 300°C.
4. The coating is not recommended for use in contact with organic materials and rubbers, as well as in confined spaces in the presence of these materials.
The coating is not allowed to be used in a hydrogen environment.
5. With a thickness of more than 9 microns, microcracks appear in the coating, which reduces its functional and protective properties.
6. Coating microhardness - 1960-2450 MPa (200-250 kgf/mm²); resistivity at a temperature of 18°C - 10.8×10 -8 Ohm×m; internal stresses reach 686 MPa (70 kgf/mm²).
Rhodium plated
1. Rhodium plating is cathodic to the metals being coated.
2. The coating is recommended to be used to ensure stable electrical parameters of parts of contact devices, to increase the reflectivity of the surface.
3. The coating has high wear resistance, electrical conductivity, reflectivity. Reflection coefficient - 76-81:%,
The coating is not subject to welding, resistant to most corrosive environments, including hydrogen sulfide, does not oxidize up to a temperature of 600°C .
4. The coating with a thickness of 1.0 microns has practically no pores, with a thickness of more than 3 microns it is prone to the formation of microcracks.
5. Coating microhardness - 3920-7840 MPa (400-800 kgf/mm²); specific resistance at a temperature of 18°C - 4.5×10 -8 Ohm×m; internal stresses reach 1670 MPa (170 kgf/mm²).
Anodic oxide coatings
1. For aluminum and aluminum alloys
When anodizing, the dimensions of the parts increase by about 0.5 of the coating thickness (per side).
1.2. The quality of the anodic oxide coating increases with the improvement in the surface finish of the parts.
1.3. Anodic oxide coatings used for corrosion protection are filled in a solution of potassium bichromate, sodium bichromate or in water, depending on their purpose. These coatings are a good basis for applying paint coatings, adhesives, sealants, etc. To give details a decorative look, anodic oxide coatings are painted by adsorption in solutions of various dyes or electrochemically in solutions of metal salts before filling.
1.4. To obtain a mirror finish on anodized parts made of aluminum alloys, it is recommended to pre-polish the surface. The reflectivity of anodized aluminum and its alloys decreases in the following order: A99, A97, A7, A6, AD1, Amg1, Amg3, AD31, AD33.
1.5. Hard anodic oxide coatings with a thickness of 20-100 microns are wear-resistant (especially when using lubricants), and also have thermal and electrical insulating properties.
Parts with hard anodic oxide coatings can be machined.
1.6. Anodic oxide coatings are porous, non-conductive, brittle and prone to cracking when heated above 100°C or deformed.
1.7. With sulfuric acid anodizing, the surface roughness increases by two classes; chromic acid anodizing affects the surface roughness to a lesser extent.
When assigning anodic oxide coatings, one should take into account their effect on the mechanical properties of the base metal. The influence of anodic oxide coatings increases with increasing their thickness and depends on the composition of the alloy.
1.8. Anodizing in chromic acid is usually used for corrosion protection of parts made of aluminum alloys containing no more than 5% copper, mainly for parts of 5-6 qualifications (1-2 accuracy classes).
1.9. An.Ox.eiz coating is applied to impart electrical insulating properties to the surface of parts made of aluminum and aluminum alloys.
1.10. When electrically insulating anodizing is recommended to use oxalic acid electrolyte.
The coating provides stable electrical insulating properties after impregnation or application of appropriate paints and varnishes; when impregnated, the coating thickness increases by 3-7 microns, when applying a paint coating - up to 80 microns.
The breakdown resistance of a coating increases with an increase in its thickness, a decrease in porosity, and an increase in the quality of the original surface.
Scratches, risks, dents, sharp edges reduce the electrical insulating properties of the coating.
After impregnation of the coating with electrical insulating varnish, the breakdown resistance depends mainly on the thickness of the coating and little depends on the composition of aluminum alloys and the anodizing process.
1.11. An.Ox.emt coating is recommended for parts made of low-alloy wrought aluminum alloys in order to give them a decorative look.
1.12. For parts made from alloys containing more than 5% copper, it is not recommended to use An.Ox.chromium and An.Ox.tv coatings.
1.13. For parts made from alloys containing more than 3% copper, it is not recommended to use An.Ox.emt and An.Ox.eiz coatings.
1.14. The anodic oxide coating has strong adhesion to the base metal; has a lower thermal conductivity than the base metal; resistant to mechanical wear. Microhardness on alloys grades D1, D16, V95, AK6, AK8-1960-2450 MPa (200-250 kgf/mm²); on alloys of grades A5, A7, A99, AD1, AMg2, AMg2s, Amg3, AMg5, Amr6, AMts, AV-2940-4900 MPa (300-500 kgf/mm²); enamel coating microhardness - 4900 MPa (500 kgf/mm²); specific resistance of the coating 10 7 -10 12 Ohm×m.
2. For magnesium alloys
2.1. To protect parts made of magnesium alloys, inorganic coatings are recommended to be used in combination with paint coatings.
2.2. Anodic-oxide coatings without additional painting are used to protect parts operating in non-aggressive mineral oils, as well as for interoperational storage of parts.
Threaded surfaces of parts and seating surfaces with a tight fit of parts are not subject to painting. In these cases, lubricants, primers, etc. are additionally applied to the metal coatings.
2.3. To protect internal cavities and devices, it is allowed to use anodic oxide coatings impregnated with varnishes.
2.4. To protect against corrosion of parts operating in liquid dielectrics, an anodic oxide coating is used without impregnation and paint coating.
2.5. Coating Anotsvet provides good adhesion of the impregnating varnish, it is well polished after impregnation with varnish. Possesses high wear resistance; breakdown voltage not less than 200V; brittle, easily chipped off sharp edges; reduces the fatigue strength of the metal.
Coating surface density - 0.03-0.04 kg/m² after impregnation - 0.035-0.05 kg/m². Coating microhardness - 1670-1960 MPa (170-200 kgf/mm²).
2.6. The Anotsvet coating is used for parts with seating surfaces of 6, 7, 8 grades (2 and 2a accuracy classes).
An.Ox coating can be applied to assembly units provided that mating parts are insulated from other alloys. Working temperature of a covering - to 400 °C.
2.7. The Anotsvet coating may be applied to assembly units provided that the mating parts are insulated from dissimilar alloys.
It is not allowed to anodize parts with long channels with a diameter of less than 5 mm.
Working temperature of a covering - to 400 °C. Coating thickness - from 5 to 40 microns. Color of a covering - white, green or gray-black depending on the applied electrolyte.
3. For titanium and titanium alloys
3.1. The anodic oxide coating is used to increase the adhesion of paints and varnishes, ensure the screwing of threaded parts, and decorative finishes.
The An.Ox coating has a strong adhesion to the base metal: the strength of the adhesive bond when working is at least 29.4 MPa (300 kgf/cm²), for shear - at least 12.8 MPa (130 kgf/cm²);
has electrical insulating properties:
- breakdown voltage without paint coating - l0-50V;
- surface density of the coating - 0.002-0.004 kg / m²,
- wear-resistant;
- when working on friction, it prevents metal sticking.
The Anotsvet coating ensures the urgency of the adhesive joint when working at a separation of at least 11.8 MPa (120 kgf / cm²), for shear - 4.9-6.9 MPa (50-60 kgf / cm²).
Chemical oxide and passive coatings
1. For carbon steels
1.1. Coating Chem.Ox. used for protection against corrosion in operating conditions 1, as well as to increase the adhesion of paints and varnishes, adhesives, etc.
1.2. The coating has a high porosity, low protective properties, which improve when impregnated with neutral oils; subject to rapid abrasion; cannot be soldered or welded.
.2. For aluminum and aluminum alloys
2.1. Coating Chem.Ox has low protective properties, low mechanical strength;
has good adhesion strength to the base metal;
non-conductive;
heat-resistant up to a temperature of 80°C.
2.2. The Khim.Ox.e coating is electrically conductive, has low protective properties, low mechanical strength, is heat-resistant up to a temperature of 80°C, and does not affect the attenuation of high-frequency energy in the waveguide path.
3. For copper, copper alloys and high alloy steels
3.1. Coating Chem. Pass protects the surface of copper and copper alloys from oxidation and darkening for a short time; slightly increases the corrosion resistance of high-alloy steels.
3.2. To increase the corrosion resistance of parts, lubricants or paints and varnishes should be used.
3.3. The coating is not suitable for protection against contact corrosion.
.3.4. The coating does not affect the anti-magnetic characteristics of the base metal.
4. For magnesium alloys
4.1. The coating protects against corrosion only during inter-operational storage and intra-factory transportation; slightly increases the adhesion of paints and varnishes.
4.2. The coating is not resistant to abrasion, it is easily broken by mechanical action;
heat-resistant up to a temperature of 150°C;
does not affect the fatigue strength of alloys.
4.3. For parts of 5-6 qualifications (1-2 accuracy classes), solutions are used for coating, in which the dimensions of the parts do not change due to etching.
4.4. Coating of assembly units is allowed only in solutions that do not cause corrosion of mating metals.
Chemical phosphate coating
1. The coating is used to protect steel parts from corrosion, increase the adhesion of paints and varnishes, adhesives, and also as an electrical insulating coating.
Treatment in chromate solutions improves the protective properties.
2. The coating has high electrical insulating properties at temperatures up to 500°C; breakdown voltage - 300-1000 V;
has low mechanical strength, is easily abraded;
brittle, does not withstand impacts, when the base metal is bent by 180 ° it cracks and crumbles along the bend line, but does not peel off;
not wetted by molten metals;
cannot be soldered or welded.
The coating does not affect the hardness, strength and magnetic characteristics of steels.
3. Highly resistant to hot oils, benzene, toluene, various gases except hydrogen sulfide.
4. The surface density of the coating is 0.001-0.011 kg/m².
COATINGS METAL AND NON-METALLIC INORGANIC
ON PLASTICS
GOST 9.313-89 applies to metallic and non-metallic inorganic coatings obtained on plastic parts by chemical deposition of an electrically conductive coating or sublayer for subsequent application of an electrochemical coating in order to impart special properties and decorative appearance to plastic parts, and establishes general requirements for parts and coatings, basic parameters operations for obtaining an electrically conductive coating or sublayer of nickel, copper and copper sulfides.
Technical requirements for parts and coatings
1. Polymeric materials used for the manufacture of parts to be coated must comply with the requirements of the regulatory and technical documentation for these materials.
Plastics used for coating are given in table. 1.
1. Plastics used for coating

2. Thickness of coatings on plastic parts depending on operating conditions

Part design requirements
1. It is recommended to use parts with a simple configuration for coating.
2. Parts with an area of no more than 10 cm2 and a wall thickness of at least 2.5 mm are subject to coating. The ratio of the maximum thickness to the minimum should be no more than 2, the convexity is 0.1-0.2 mm / cm. Relief drawing is recommended.
3. The ends for hollow parts must have shoulders no more than twice the wall thickness high.
4. Sharp and right angles are not recommended on the parts. For corners, edges and shoulders, the radius of curvature is at least 0.5 mm.
5. Holes and recesses must be of circular cross section, through holes are recommended, with a diameter of at least 0.5 of the depth, with a bottom rounding radius of at least 3 mm.
6. The depth of the grooves should be three times less than the width. Rectangular shape is not recommended.
7. Stiffeners should be low; not more than 0.6-0.8 thick, two wall thicknesses high and with a base radius of 0.5-1.0 mm. The ratio of the distance between the ribs to the wall thickness of the rib is more than 4.
8. Parts with a thread of at least M5 are subject to coating. The hole is 30% longer than the thread. Mechanical cutting is not allowed.
9. The width of the openings of the grid on which the coating is applied must be equal to the width of the bridge and two times less than the thickness of the grid. The width of the jumper must be at least 1.5 mm. Slopes of 5° and grating curvature (radius of curvature 5-10 times the grating width) are recommended.
10. Internal radii of curvature 3 mm, external - 1.5 mm (or 0.4-0.8 wall thickness, but not less than 0.5 mm).
11. Technological slopes for plastic products must be selected so as to ensure unhindered removal of products from the mold and exclude possible deformation and surface damage. For acrylonitrile butadiene styrene (ABS) plastics, a technological slope of 1 ° is recommended, for polyethylene, polypropylene, polyacetals and acrylic resins - 0.25 °, for polyamides - 0.125 °. Small parts of a simple shape can be produced without technological biases.
12. Parts to be coated should not have exposed metal fittings.
On the surface of the part are not allowed:
1) delamination and cracks, shrinkage, scratches;
2) inclusion of other (non-metallic) materials and other plastics at low tide;
3) the presence of lubricants, mineral oils, vaseline wax, etc.
It is allowed to reveal the structure of the material on the details.
After chemical etching, the surface should have a uniform matt appearance without shiny dots, loose streaks or other types of irregularities. Surface roughness according to GOST 2789-73 after chemical etching should be uniform, Ra 0.1-0.5 µm.
Requirements for chemically applied coatings (conductive undercoat)
1. The coating must be continuous, swelling, peeling and peeling are not allowed.
The color of the copper coating is from light pink to dark pink, nickel - from light gray to dark gray; sulfide - from yellow to light brown with a pearly sheen.
2. The electrical resistance of the sulfide coating is not more than 0.8 kOhm/cm².
Coatings are selected according to the table. 2
If in the table 2 shows the thickness range, the minimum coating thickness within the specified limits is set in the regulatory and technical documentation for a specific product, taking into account the type of plastic, the specifics of the product (part) and the requirements for the product.
The permissible maximum coating thickness, depending on the minimum, is set in accordance with GOST 9.303-84.
Requirements for electrochemical coatings
Electrochemical coatings must comply with the requirements of GOST 9301-86.
The adhesion strength of the metal coating to the base material must be at least 0.6 kN/m².
By agreement with the customer, it is allowed to reduce the adhesion strength.
GOSSTROY USSR
GLAVPROMSTROYPROEKT
ALL-UNION ASSOCIATION SOYUZMETALLOSTROYNIPROEKT
TEMPORARY INSTRUCTION
ON THE COMPOSITION AND DESIGN OF CONSTRUCTION WORK DRAWINGS
BUILDINGS AND FACILITIES
Metal structures
1. General Provisions
1.1. Working detail drawings of metal structures are an independent main set of working drawings, designated KMD.
1.2. This instruction establishes the composition and rules for the design of KMD drawings.
Additional drawings (if necessary).
1.6. The instructions of this instruction for drawing up drawings also apply to drawings of small metal structures included in the working drawings of grades AR, KZh, etc., according to which they are being manufactured.
9.1. There are three types of shipping item markings:
a) general (usual)
b) individual
c) fixing.
9.2. In general marking, the brand is a symbol for interchangeable elements. In this case, structural elements are marked with marks consisting of a letter assigned to the wiring diagram, on which this element is schematically depicted, and a serial number (for example: A1, A2, ...).
9.3. Mutually reverse (mirror) shipping items are designated by different brands.
When combining mutually inverse (fully or partially) sending elements in one image, the brand of the main ("such") element is first written above the image, then the brand of the reverse element, next to which is written in brackets "back to the drawing". For example, A1; A2 (back to drawing). Entry in brackets is allowed to be written in abbreviated form.
9.4. The combination of "such" and "reverse" sending elements in one image is also allowed if there are some differences between them, for example, with an equal number of small parts or holes, with different sizes of individual parts of the element, etc. In this case, the differences should be specified in the drawing. For example, a callout from an assembly part might say "A1 only".
12.1. On each sheet is placed a drawing of one or more shipping elements with the same type of sections and technological operations.
a) elements that do not require assembly and welding (from single profiles);
b) elements of a composite section made of profile metal;
c) structures made of bent profiles;
e) lattice structures made of hot-rolled or cold-formed profiles;
e) sheet structures;
g) elements in which machining predominates.
12.3. In order to avoid errors, when developing drawings of structural elements, it is recommended to observe the following conditions:
a) it is allowed to place on the same sheet elements containing the same type of parts made of steels of different grades, provided that the dimensions of these parts are significantly different;
12.7. In the column of the specification "N part" the numerical designation of the part without the indices "T" and "H" is indicated (see clause 13.2).
12.8. The specification column "Quantity" indicates the number of parts, "so" and "vice versa".
12.9. In the column of the specification "Section" the symbol and the size of the profile of the part in mm are indicated.
12.10. The specification column "Length" indicates the length of the part in mm.
12.11. The specification indicates the final dimensions of the parts obtained after all technological operations (cutting, gouging, bending, etc.). Allowances for gouging and other operations, as well as for shrinkage after welding, are not indicated on the drawing, but are set by the technologists of the manufacturer.
12.12. For parts obtained by longitudinal trimming of rolled profiles, in the "Note" column, it is necessary to indicate from which profile the part is made, with the exception of tees obtained by dissolving wide-shelf I-beams.
12.13. The specification column "Weight, kgf" indicates the weight of one part, the weight of all parts and the total weight of the element, taking into account the weight of welds (factory), which is taken as 1% of the weight of all parts of the brand.
12.15. The weight of one part is calculated with an accuracy of 0.1 kgf, all parts and the shipping element - with an accuracy of 1 kgf.
When calculating the weight of sheet parts whose area is more than 0.1 m2, their actual area should be taken into account.
Sheet shaped parts (with straight and curved cuts), the area of which is not more than 0.1 m2, are accepted as rectangular (with a thickness of up to 12 mm). With a thickness of parts over 12 mm, their weight should be determined from the actual area.
The weight of flanges and similar curved sheet metal parts should be determined from the actual area. When calculating the weight of parts, the specific weight of steel is assumed to be 7.85 tf/m3.
12.16. In the column of the specification "Steel grade" the full steel grade with the category is indicated.
12.17. Reverse brand details are entered in the specification in the following order:
a) all parts are recorded together, which should be made according to a direct brand and their total weight, indicating "by brand (such and such)";
b) details are recorded sequentially and separately, which are available in the direct mark, but the number of which differs from that indicated in the direct mark;
c) details are written sequentially that are not in the direct mark.
12.18. In the column of the specification "Note" instructions are given on technological operations: rolling, bending, grinding, gouging, milling, chamfering, etc.
12.19. It is recommended that for each shipping stamp, when filling out the specification, several free lines for possible additions.
12.20. The place of marking, explaining the position of the inscription and punching element, on the shipping elements is indicated if there is a requirement for a fixing marking.
13. Dimensioning
13.1. All dimensions on the detail drawings of metal structures are in millimeters.
13.2. Sizes fall into the following categories:
a) dimensions that determine the position of structures in the structure (mounting dimensions);
b) the dimensions required for the transition from mounting dimensions to manufacturing dimensions (linking dimensions);
c) the dimensions required for the manufacture of parts;
d) dimensions that determine the relative position of the parts required for assembly;
e) control - for grades with complex geometry.

13.3. Dimensional numbers are applied above the dimension line as close as possible to its middle.
13.4. Dimension lines must be parallel to the segment, the size of which is indicated. The distance between parallel dimension lines should be 7-10 mm, and the distance from the dimension lines to the contour lines parallel to them should be about 15 mm when the dimension line is lower or to the right of the contour line, and 7-10 mm when the dimension line is higher or to the left of the contour line. At the intersection of the dimension and extension lines, serifs are placed. In this case, the extension line should protrude beyond the extreme dimension by 1-3 mm.
13.5. The numbers of linear dimensions with different slopes of the dimension lines are arranged as shown in Fig. 17. If it is necessary to apply a dimension in the shaded area, the corresponding dimension number is applied on the shelf of the leader line (Fig. 18).


13.6. The dimensions of the element should be tied to the axes and rows of the structure or to the axes of adjacent elements.
13.7. When applying dimensions that determine the distance between the extreme holes or parts located at equal distances (steps), it is recommended to indicate one dimension, consisting of the product of the number of distances by their value.
At the same time, the size of one step is additionally put down (Fig. 19).

13.8. The distances prevailing for most parts in the drawing from the end or edge to the first hole or row of holes (cuts), as well as the diameters of the holes, as a rule, are specified in textual instructions and are not indicated on the drawing. The remaining cuts and diameters must be marked on the drawing.
13.9. When dimensioning the height or width of the section of rolled profiles (corners, I-beams, channels), the dimension chain is not closed. In this case, the dimensions are tied to that plane or face, the mark or binding of which must be observed in the structure. The risks of rolling and bent corners are tied to the butt (Fig. 20).
13.10. In welded beams, the full height of the supporting part is indicated, that is, the size that must be strictly maintained. Such dimensions are placed in a frame and indicate the size of the tolerance. The thickness of the shelves and the height of the wall are also indicated, but the size between the lower surface of the lower chord and the bottom of the support rib is not indicated, due to which inaccuracies are compensated during the assembly of the beam (Fig. 21).

13.11. When depicting an unequal corner, it is necessary to indicate its position by putting down the width of one of the shelves of the corners.
13.12. The dimensions required for marking and manufacturing identical parts are affixed to one of them, while for others, only the binding dimensions necessary for assembly are indicated.
13.13. Avoid crossing dimensions with any lines. If the extension line crosses holes to which it does not apply, it is necessary to bend the extension line at the points of intersection in order to bypass the hole.
13.14. When displaying the radius of an arc of a circle, the arrow of the radius line must be shown only at the arc. The letter R should be placed before the radius size. The radii of bent elements are marked on concentric dimension lines indicating the values of the corresponding radii on them (Fig. 22).

13.15. The sizes of small radii and cuts of the corners of the ribs are put down as shown in Fig. 23.

13.16. With a large radius and the need to show the center of the arc, it is allowed to show the dimension line of the radius with a break at an angle of 90 ° (Fig. 24).

13.17. The dimensions of the contour of a curved profile and arcs of large radius are recommended to be indicated by coordinates. In this case, the number of coordinates and the degree of dimensional accuracy are set depending on the specific conditions (Fig. 25).

13.18. For lattice structures (trusses, etc.), as a rule, in the upper left corner of the sheet, a geometric diagram is placed on an easy-to-read scale, on which dimensions and forces are put down. For symmetrical trusses, it is recommended to put down the geometric lengths of the elements on the left half, and the forces on the right.
Geometric schemes of complex structures can be placed on a separate drawing. For complex spatial structures, it is necessary to give a sweep of the geometric schemes of all faces. In the absence of a specially drawn geometric scheme, the slope of the elements is indicated by right-angled triangles, on the sides of which the actual dimensions are affixed (Fig. 26).

13.19. For orientation when assembling rectangular gussets with slightly different angles between the marking axes, it is necessary to cut off one corner of the gusset (Fig. 26).
13.20. In bent parts, dimensions are affixed from the bend line. When determining the dimensions of the reamers of bent and rolled parts, the following should be borne in mind:
1) the lengths of bent or rolled elements (sheets, angles, beams and channels) should be determined along their neutral axis;
2) marking and formation of holes in bent corners, beams and channels should be done after they are flexible.
13.21. Level marks are placed on extension lines (or contour lines) and are marked with a sign. Level marks are indicated in meters, accurate to the millimeter.
The drawings indicate marks:
a) on the image of vertical elements (columns, racks) - the top of the base slab when the slab and column are installed separately and the bottom of the slab when it is welded to the column; the top of the crane part of the column, tables - for columns of multi-storey buildings; the top of interfloor ceilings;
c) on the image of farms - the bottom of the supporting part;
d) on the image of pipelines - the axis of the pipes and their fracture points.
13.22. The image of symmetrical wiring diagrams up to the line of symmetry is not allowed.
13.24. In the elements of a composite section (binding of profiles), you should do the following:
I-beams - along the axis of the walls of I-beams;
Corners - along the edges;
Channels - along the outer edge of the wall.
14. Designation of parts
14.1. Details in the drawings are indicated by numbers placed in circles. The circle for designating parts is connected to the image of the part by a wavy line with an arrow near the contour or a dot at the end inside the contour (Fig. 26).
14.2. Mutual-mirror details are indicated by the indices "T" (so) and "H" (vice versa). In this case, the index "T" is written near the part number at the top right, and the index "H" - at the bottom right (Fig. 26).
14.3. Identical parts found in different shipping itemsshown on one sheet are indicated by one number.
14.4. Frequent identical parts in different shipping items shown on different sheets are recommended to be indicated by the same numbers.
14.5. Numbering should start with the main details. In this case, it is recommended to observe the grouping of parts according to profiles and thicknesses.
In lattice structures, first the details of the belts, braces and racks are numbered, and then the gussets of other small parts.
In solid-walled structures, the details of the chords, walls are first numbered, and then the support ribs, stiffeners and other details.
15. Additional working drawings
15.1. At manufacturing plants, additional working drawings may be performed for the production of individual operations.
15.2. Additional working drawings are divided into two groups:
Drawings for factory use only;
Drawings for use at the factory and for installation.
15.3. Drawings for in-plant use include:
Drawings of metal cutting sketches for details;
Drawings of sketches of parts requiring machining, shaped cutting, blacksmithing;
Drawings of schemes for loading structures onto railway platforms;
Drawings of curve templates with large radii, if they are performed as an addition to the main drawing;
Drawings of copiers, conductors and devices for processing parts, for assembling and welding structures;
Drawings of schemes of control measurements;
Drawings of standard details.
15.4. Drawings required for use by the installer and the manufacturer include:
Drawings of additional joints of individual parts;
Drawings of mounting assembly fixtures used in the assembly of sheet structures for installation and diagrams of their location and installation;
Drawings of general geometric schemes of spatial structures;
Drawings of curve templates with large radii, made for the whole structure (for example: for the entire shell of a blast furnace);
Drawings of schemes of control assemblies.
All drawings made in accordance with this paragraph must be sent to the customer.
15.5. Drawings of typical parts are performed for structures in which there is a mass repeatability of any parts.
15.6. Drawings of control measurement schemes are performed for special structures in order to fix the actual dimensions and leveling data, to determine the manufacturing accuracy. When numbering them, unlike other drawings, the index "KR" is used, for example: KR-3.
15.7. Drawings of general geometric schemes of spatial structures (shells of blast furnaces, complex bunkers, towers, etc.) are additional material for the development of shipping elements.
15.8. Drawings of schemes of general control assemblies are performed to perform work at the manufacturing plant, both as a whole structure and its individual characteristic parts, to check the accuracy of manufacturing structures.
These drawings show:
Graphical (schematic) representation of structures undergoing general assembly;
The number of elements undergoing a general assembly;
Data on the results of matching mounting holes in the nodes;
Text instructions for the production of works, as well as explanations of the accepted designations of nodes and planes, links to wiring diagrams.
Assembly diagram drawings receive a serial number after the wiring diagrams and the letter index "OS", for example: OS-1.
16. Changes to the technical documentation
16.1. The issued working drawings can only be amended in the following order.
16.2. Each change must be accompanied by a change card. The changed places of the image, tables, text should be circled with a closed wavy line, next to which a sign of change is placed.
The second change is marked with the number two - 2, etc.
16.3. Changes made to the working drawing are marked in the main inscription with a sign of change, date and signature of the manager.
16.4. With a significant amount of changes, the drawing can be canceled and replaced with a new one, issued under the same number, but with the addition of the index "and" and the serial number of the change. The index is placed next to the drawing number. For example: 24i1, 24i2, etc.
An additional inscription is placed near the main inscription: "This drawing is produced instead of the KMD - 24 drawing", date ...
On the canceled drawings, the inscription is made: "Cancelled, date. Replaced by the devil. KMD-24i1".
16.5. Changed drawings are entered in the drawing list with the corresponding change index.
17. Sheet numbering
In order to streamline the labeling of elements, manufacturers use object-based numbering, in which each object number (factory order) is assigned sequential numbering of sheets, starting with N 1 (header sheet), then wiring diagrams, then - detail drawings of shipping elements. In the brand applied by the manufacturer on each shipping item indicate:
ABBREVIATION OF WORDS, TERMS
|
#G0Near side |
|
|
far side |
|
|
Bend the brand inside |
|
|
Bend the brand out |
|
|
Bend bevel out |
|
|
Bent chamfer inward |
|
|
bend line |
|
|
Back, reverse |
|
|
Hole |
|
|
equal distances |
|
|
unmistakable |
|
|
keep quiet |
|
|
Plane the butt |
|
|
shaped sheet |
|
|
Plane one edge |
|
|
Plane around the perimeter |
|
|
Plane one plane |
|
|
Plane one end |
page 1 tor. |
|
Milling one end |
|
|
Corner cut |
|
|
Shelf cut |
cf. shelves |
The text of the document is verified by:
/ Gosstroy of the USSR; Glavpromstroyproekt;
All-Union Association
SoyuzmetallostroyNIIproekt. - M., 1979
Introduction date 1974-07-01
This standard establishes the basic requirements for the execution of drawings of parts, assembly, dimensional and installation drawings at the stage of development of working documentation for all industries. (Changed edition, Rev. No. 8, 11).
1. GENERAL REQUIREMENTS FOR WORK DRAWINGS
1.1. General provisions 1.1.1. When developing working drawings, the following are envisaged: a) the optimal use of standard and purchased products, as well as products mastered by production and corresponding to the state of the art; b) a rationally limited range of threads, splines and other structural elements, their sizes, coatings, etc.; c) a rationally limited range of grades and assortments of materials, as well as the use of the cheapest and least scarce materials; d) the necessary degree of interchangeability, the most advantageous ways of manufacturing and repairing products, as well as their maximum ease of maintenance in operation. 1.1.1a. Working drawings on paper (in paper form) and electronic drawings can be made on the basis of an electronic model of a part and an electronic model of an assembly unit ( GOST 2.052 ). (Changed edition, Rev. No. 11) General requirements for electronic documents - in accordance with GOST 2.051 1.1.2. When referring to the technical specifications in the drawings of products of serial and mass production, the latter must be registered in the prescribed manner (in states where state registration of technical specifications is required). It is allowed to refer to technological instructions when the requirements established by these instructions are the only ones that guarantee the required product quality; at the same time, they must be attached to the set of design documentation for the product when it is transferred to another enterprise. It is not allowed to give links to individual paragraphs of standards, specifications and technological instructions. If necessary, the drawing gives a link to the entire document or to a separate section of it. It is not allowed to give references to documents that determine the shape and dimensions of the structural elements of products (chamfers, grooves, etc.), if there is no symbol for these elements in the relevant standards. All data for their manufacture must be given on the drawings. (Changed edition, Rev. No. 4, 10, 11). 1.1.3. It is not allowed to place technological instructions on the working drawings. As an exception, it is allowed: a) to indicate the methods of manufacture and control, if they are the only ones that guarantee the required quality of the product, for example, joint processing, joint bending or expanding, etc.; b) give instructions on the choice of the type of technological workpiece (castings, forgings, etc.); c) indicate a certain technological method that guarantees the provision of certain technical requirements for the product that cannot be expressed by objective indicators or quantities, for example, the aging process, vacuum impregnation, gluing technology, control, pairing of a plunger pair, etc. 1.1.4. For products of the main unit * and auxiliary production, on the drawings intended for use at a particular enterprise, it is allowed to place various instructions on the manufacturing technology and control of products. * The rules for the execution of drawings for products of a single production also apply to auxiliary production. 1.1.5. The drawings use symbols (signs, lines, alphabetic and alphanumeric designations) established in state (interstate) standards. Symbols are used without explaining them in the drawing and without indicating the standard number. The exception is the symbols, which provide for indicating the number of the standard, for example, the center hole C12 GOST 14034. Notes: 1. If there are no corresponding symbols in the state (interstate) standards, then the symbols established in the national standards and standards of organizations with mandatory references to them are used. 2. It is allowed to use symbols that are not provided for in state (interstate) and national standards and standards of organizations. In these cases, the symbols are explained in the field of the drawing. (Changed edition, Rev. No. 11) 1.1.6. The dimensions of conventional signs that are not established in the standards are determined taking into account the visibility and clarity of the drawing and are kept the same with repeated repetition. 1.1.7. On the working drawing of the product indicate the dimensions, maximum deviations, surface roughness and other data that it must comply with before assembly (Fig. 1 A). The exception is the case specified in clause 1.1.8. The dimensions, maximum deviations and surface roughness of the elements of the product, resulting from processing during the assembly process or after it, are indicated on the assembly drawing (Fig. 1 b). (Revised edition, Rev. No. 3). 1.1.8. The product, the manufacture of which provides for an allowance for the subsequent processing of individual elements during the assembly process, is depicted in a drawing with dimensions, maximum deviations and other data that it must correspond to after final processing. Such dimensions are enclosed in parentheses, and in the technical requirements they make an entry like: “Dimensions in brackets - after assembly” (Fig. 1 V). 1.1.9. On the working drawings of the products to be coated, indicate the dimensions and surface roughness before coating. It is allowed to indicate simultaneously the dimensions and surface roughness before and after coating. In this case, dimension lines and designations of surface roughness before coating and after coating are applied, as shown in Fig. 2. If it is necessary to indicate the dimensions and surface roughness only after coating, then the corresponding dimensions and designations of surface roughness are marked with an “*” sign and an entry is made in the technical requirements of the drawing: “* Dimensions and surface roughness after coating” (Fig. 3).

1.1.10. A separate drawing is made for each product. The exception is a group of products that have common design features, for which a group drawing is made in accordance with GOST 2.113. 1.1.11. On each drawing, the main inscription and additional columns to it are placed in accordance with the requirements of GOST 2.104. 1.1.12. The columns of the main inscription are filled in subject to additional requirements: when drawing on several sheets, the same designation is indicated on all sheets of one drawing; in column 5 indicate the mass of the product: on the drawings for the manufacture of prototypes - the estimated mass, on the drawings, starting with the letter O 1 - the actual. In this case, the actual mass should be understood as the mass determined by the measurement (weighing of the product). On the drawings of products of single production and products with a large mass, and large-sized products, the determination of the mass of which by weighing causes difficulty, it is allowed to indicate the estimated mass. At the same time, on the drawings of products developed by order of the Ministry of Defense, an indication of the estimated mass is allowed only upon agreement with the customer (representative of the customer). The mass of the product is indicated in kilograms without specifying the unit of measurement. It is allowed to indicate the mass in other units of measurement, indicating them, for example: 0.25 t, 15 t. If necessary, it is allowed to indicate the maximum deviations of the mass of the product in the technical requirements of the drawing. On the dimensional and assembly drawings, as well as on the drawings of the details of prototypes and unit production, it is allowed not to indicate the mass. (Revised edition, Rev. No. 6). 1.1.13. (Deleted, Rev. No. 11) 1.1.14. If the rib (edge) must be made sharp or rounded, then an appropriate indication is placed on the drawing. If the drawing does not contain any indication of the shape of the edges or ribs, then they must be blunted. If necessary, in this case, you can specify the size of the blunt (chamfer, radius) placed next to the “∟” sign, for example, hell. 3a. (Revised edition, Rev. No. 9).

1.1.15. If the finished product must have center holes made in accordance with GOST 14034, then they are depicted conditionally, with a sign indicating the designation in accordance with GOST 14034 on the shelf of the leader line. If there are two identical holes, one of them is depicted (Fig. 4 a). If center holes in the finished product are unacceptable, then a sign is indicated (Fig. 4b). Center holes are not depicted and no indication is given in the technical requirements if the presence of holes is structurally indifferent. (Revised edition, Rev. No. 7). 1.1.16. In justified cases (for example, when changing the dimensions of the drawing during its development, when redrawing the drawing is impractical, when using blank drawings *, etc.), deviation from the image scale is allowed if this does not distort the clarity of the image and does not make it difficult to read the drawing in production. * Blank drawings - blanks of design documents that are used after the missing dimensions and other necessary data have been entered into them. (Changed edition, Rev. No. 2, 8).

1.2. Drawings of jointly processed products 1.2.1. If individual elements of a product must be processed together with another product before assembly, for which they are temporarily connected and fastened (for example, halves of the body, parts of the crankcase, etc.), then independent drawings should be issued for both products in a general manner, indicating of all sizes, limit deviations, surface roughness and other necessary data. Dimensions with maximum deviations of elements processed together are enclosed in square brackets and an indication is placed in the technical requirements: “Processing by dimensions in square brackets is carried out together with ...” (Fig. 5).

1.2.2. In complex cases, when specifying the dimensions connecting the various surfaces of both products, next to the image of one of the products that most fully reflects the conditions of joint processing, a full or partial simplified image of the other product is placed, made with solid thin lines (Fig. 6). It is not allowed to release individual drawings for joint processing.

1. Processing according to the dimensions in square brackets is carried out together with the det...
2. Details apply together.
1.2.3. The technical requirements relating to the surfaces processed together are placed in the drawing, which shows all the jointly processed products. Joint processing instructions are placed on all drawings of jointly processed products. 1.2.4. If individual elements of the product must be processed according to another product and (or) fitted to it, then the dimensions of such elements should be marked with an “*” or letter designation in the image, and corresponding instructions are given in the technical requirements of the drawing (Fig. 7). 1.2.5. When the processing of holes in the product for mounting bolts, screws, rivets, pins must be carried out when assembling it with other products without pre-treatment of a hole of a smaller diameter, the holes are not shown on the drawings of the detail and no instructions are placed in the technical requirements.

1. Surface And to process on det. ..., maintaining size B.
2. Details apply together.
All the necessary data for processing such holes (images, dimensions, surface roughness, location coordinates, number of holes) are placed on the assembly drawing of the product in which this product is an integral part (Fig. 8). When using conical pins on the assembly drawings of products, only the surface roughness of the hole is indicated and under the shelf of the leader line with the position number of the pin, the number of holes. (Changed edition, Rev. No. 11) 1.2.6. On the drawing of a product obtained by cutting a workpiece into pieces and interchangeable with any other product made from other workpieces according to this drawing, the image of the workpiece is not placed (Fig. 9). 1.2.7. For a product obtained by cutting a workpiece into parts or consisting of two or more jointly processed parts, used only jointly and not interchangeable with the same parts of another of the same product, one drawing is developed (Fig. 10). 1.3. Drawings of products with additional processing or alteration 1.3.1. Drawings of products manufactured with additional processing of other products are performed taking into account the following requirements: a) the workpiece is shown as solid thin lines, and the surfaces obtained by additional processing, newly introduced products and products installed instead of existing ones are solid main lines. The parts removed during the alteration are not depicted; b) apply only those dimensions, limit deviations and designations of surface roughness that are necessary for additional processing (Fig. 11). It is allowed to apply reference, overall and connecting dimensions. It is allowed to depict only a part of the workpiece, the elements of which must be further processed. 1.3.2. In the drawing of a part manufactured by additional processing of the workpiece, in the column 3 of the main inscription, the word "Product-workpiece" and the designation of the product-blank are written down. When using the purchased product as a product-blank, column 3 of the main inscription indicates the name of the purchased product and its designation, which are contained in the accompanying documentation of the manufacturer (supplier). (Changed edition, Rev. No. 11)
Assembly drawing

Detail drawings



1.3.3. The workpiece is recorded in the appropriate section of the product specification. At the same time, the column "Pos." cross out. In computer-aided design, it is allowed to record a blank product after a modified product without taking into account the specification section. In the column "Name" after the name of the blank product, indicate in brackets "Product for ... XXXXXX ...". (Changed edition, Rev. No. 6, 11). 1.3.4. When using an assembly unit as a workpiece, the drawing of the product made from the workpiece should be performed as an assembly. In the specification of this product, a blank product and other products installed during rework are recorded. The converted product is assigned an independent designation. When documents are executed in electronic form, the workpiece is included in the electronic structure of the product (GOST 2.053).

In the technical requirements of the drawing, it is allowed to indicate which assembly units and parts, when reworking, are replaced with newly installed ones or excluded without replacement, for example: “Details of pos. 4 and 6 install instead of the existing roller and bushing”, “Remove the existing bushing”, etc. (Changed edition, Rev. No. 11) 1.3.5. If the revision of the product, which is an assembly unit, consists in the removal or replacement of its components, then the assembly drawing for the modified product may not be released. The specification of such a product should be carried out in accordance with GOST 2.106, taking into account the following features: the finished product is recorded in the section "Assembly units" in the first position; the components removed from the finished product are recorded under the position number according to the specification of the finished product in the appropriate sections under the heading "Removed components"; newly installed components are recorded in the appropriate sections under the heading "Newly installed components" indicating the position numbers that are a continuation of the positions indicated in the finalized product. Note. This method is not allowed to be used when finalizing purchased products. (Introduced additionally, Amendment No. 6). 1.4. Product drawings with inscriptions, signs, slag, photographs 1.4.1. Inscriptions and signs applied to a flat surface of a product are depicted, as a rule, in the corresponding form in full, regardless of the method of their application. Their location and design must comply with the requirements for the finished product. If these products in the drawing are shown with breaks, then it is allowed to apply inscriptions and signs on the image incompletely and give them in the technical requirements of the drawing. 1.4.2. If inscriptions and signs must be applied to a cylindrical or conical surface, then the image of the inscription in the form of a scan is placed on the drawing. On a view where inscriptions, numbers and other data are projected with distortion, it is allowed to depict them without distortion. It is allowed on such a view to depict only a part of the applied data necessary to link the view with the sweep (Fig. 12, 13). 1.4.3. With a symmetrical arrangement of the inscription relative to the contour of the part, instead of the dimensions that determine the location of the inscription, as a rule, the technical requirements indicate the maximum deviations of the location (Fig. 14). (Revised edition, Rev. No. 6). 1.4.4. The drawing should indicate the method of applying inscriptions and signs (engraving, stamping, chasing, photographing, etc.), covering all surfaces of the product, covering the background of the front surface and covering the applied inscriptions and signs (Fig. 15). 1.4.5. If the application of inscriptions, signs or other images to the product must be carried out by photographing or contact printing directly from the original working drawing of the product, then the drawing (Fig. 16) in this case, it is necessary to comply with the following requirements: a) the product must be drawn in full size or on an enlarged scale. The scale should be selected depending on the method of applying the image (for example, for contact printing, the scale should be 1:1); b) there should not be any construction lines on the image of the product. All necessary dimensions, dimension and extension lines must be placed on the drawing field, outside the image. The dimensions of the holes made on the product may be given in the technical requirements. 1.4.4, 1.4.5. (Revised edition, Rev. No. 5). 1.4.6. If it is advisable to apply an image to a product by photographing from the original of any design document (for example, from an electrical circuit diagram), then the drawing of such a product (Fig. 17) must be made in compliance with the following requirements: a) the applied images are not drawn; b) inside the contour of the product indicate the boundaries of the location of the image (solid thin line);



Deviation from the symmetrical arrangement of the inscription is not more than 0.5 mm.

1. Photochemical etching is flat: a) the background of the front surface is black;
b) inscriptions, letters, signs and a platform - metal colors.
2. Font - according to normative and technical documentation.

C) in the field of the drawing or inside the contour of the product indicate the designation of the document from which photographing should be made, and provide additional information about which part of the document is to be photographed; d) inside the contour of the product, draw (with the indication of the required dimensions and coordinates) the inscriptions, signs and other data missing in the document that must be added to the applied image. 1.5. Drawings of products manufactured in various production and technological options 1.5.1. Drawings that allow the manufacture of products in two or more production and technological options should be performed according to the rules established for drawings of parts and assembly drawings, taking into account the additional requirements given in paragraphs. 1.5.2-1.5.8. Note. Production and technological options are such options for the execution of the product, which are provided for in the drawings in relation to various known production conditions or technological methods and means of manufacture. Production and technological options should not violate the interchangeability, technical characteristics and performance of the product. 1.5.2. For each option for manufacturing a part that differs from other options in manufacturing technology (casting, die forging, welding, pressing from press material, etc.), a separate drawing is produced with an independent designation. l .5.3. On the drawing of a part that can be manufactured in various versions that differ in structural elements or their shape (grooves for tool exit, chamfers, rolled or cut threads, etc.), allowable replacements are indicated. If necessary, an additional image is placed with the inscription "Option" above it. With several options, the inscription indicates the number of the option. Instructions allowing the manufacture of parts in accordance with the depicted option are not given in the drawing (Fig. 18). 1.5.4. When the assembly drawing provides for options for manufacturing the component parts of the product according to independent drawings (for example, parts made from metal casting or stamping forging, or pressed from plastic), all options are recorded in the specification of this assembly unit in separate positions under their designations.

The number of components in the column "Number." specifications are not affixed, but in the "Note" column they indicate "... piece, tolerance, replacement for pos ...". On the shelf of the leader line from the image of the component indicate the position numbers for all variants of this part, for example: "6 or 11". 1.5.5. It is allowed to produce parts from two or more parts (for example, sheathing sheet; separate parts of fences, etc.); at the same time, an indication is placed in the technical requirements on the admissibility of manufacturing such a part, the method of connecting the parts and the materials necessary for the connection. If the place of the possible connection of the parts and their preparation for connection must be precisely determined, then additional data is placed on the drawing: image, dimensions, etc. The junction is depicted by a dash-dotted thin line. 1.5.6. The assembly drawing of the product, which includes a part with various manufacturing options (according to clauses 1.5.3 and 1.5.5.), is drawn up without additional instructions. 1.5.7. If the options for manufacturing a product consist in the fact that its components, while remaining equivalent, differ in any structural elements that it is advisable to show on the assembly drawing, then the corresponding additional images will interfere. An inscription is made above the additional image, explaining that this image refers to a manufacturing option. With several options, the inscription indicates the number of the option.

The positions of the components included in the variants will interfere with the corresponding additional images (Fig. 19). 1.5.8. If the option for manufacturing parts is a detachable connection consisting of several parts, then an assembly drawing for this option is not developed. In the product specification, the details that make up the variant are recorded as separate positions. Count "Col." specifications are not filled in, but in the “Note” column they write: for the main part; “piece, tolerance, replacement for pos ...”, while indicating the position numbers of all the parts that make up the option, and the quantity of each of them; for the details of the option (detachable connection): “... pcs., appl. from poses... instead of poses...” (Fig. 20).
2. DETAIL DRAWINGS
2.1. Working drawings are developed, as a rule, for all the parts that make up the product. It is allowed not to issue drawings for: a) parts made from shaped or sectional material by cutting at a right angle, from sheet material by cutting along a circle, including with a concentric hole or along the perimeter of a rectangle without further processing; b) one of the parts of the product in the cases specified in paragraphs. 3.3.5 and 3.3.6; c) parts of products with permanent joints (welded, soldered, riveted, glued, knocked down with nails, etc.), which are components of products of a single production, if the design of such a part is so simple that three or four sizes are sufficient for its manufacture at the assembly drawing or one image of such a detail in the free field of the drawing; d) parts of single-piece products, the shape and dimensions of which (length, bending radius, etc.) are established in place, for example, individual parts of fences and flooring, individual sheets of frame and bulkhead sheathing, strips, squares, boards and bars, pipes and so on.; e) purchased parts subjected to an anti-corrosion or decorative coating that does not change the nature of mating with adjacent parts. The necessary data for the manufacture and control of parts for which drawings are not issued are indicated on the assembly drawings and in the specification. (Revised edition, Rev. No. 8). 2.2. On the drawings of parts, in the specification or in the electronic structure of the product, the symbols of the material must correspond to the symbols established by the standards for the material. In the absence of a material standard, it is designated according to technical conditions. (Changed edition, Rev. No. 11) 2.3. The designation of the material of the part according to the standard for the assortment is recorded on the drawing only in those cases when the part, depending on the design and operational requirements imposed on it, must be made of a sectional material of a certain profile and size, for example:![]()
![]()


In documents made in electronic form, it is allowed to replace the horizontal line indicated in the examples with a slash (/). parameters, if they do not affect the performance of the product (part). At the same time, the general sequence of recording data established by standards or specifications for materials must be preserved. (Changed edition, Rev. No. 8, 10, 11). 2.4. In the title block of the detail drawing, no more than one type of material is indicated. If the use of material substitutes is envisaged for the manufacture of a part, then they are indicated in the technical requirements of the drawing or the technical specifications for the product. 2.5. If the shape and dimensions of all elements are determined on the drawing of the finished part, the development (image, development length) is not given. When the image of a part being made flexible does not give an idea of the actual shape and dimensions of its individual elements, a partial or full development of it is placed on the drawing of the part. On the image of the scan, only those dimensions are applied that cannot be indicated on the image of the finished part. A conditional graphic designation is placed above the scan image (Fig. 21). 2.6. The development is depicted by solid main lines, the thickness of which should be equal to the thickness of the lines of the visible contour in the image of the part.

If necessary, fold lines are applied to the image of the scan, performed by a dash-dotted thin line with two points, indicating the "Fold Line" leader line on the shelf. 2.7. It is allowed, without violating the clarity of the drawing, to combine the image of a part of the sweep with the view of the part. In this case, the development is depicted by dash-dotted thin lines with two dots and the conventional graphic designation is not placed (Fig. 22). 2.8. Parts whose individual elements must be measured after changing (within the limits of elastic deformations) the original shape corresponding to the free state of the part are depicted by solid main lines in the free state and dash-dotted thin lines with two points - after changing the original shape of the part. The dimensions of the elements that must be measured after changing the original shape of the part are applied to the image made by dash-dotted thin lines with two points (Fig. 23). If for such a part the deformable elements in the free state can have an arbitrary shape, then the part is depicted in the drawing in the state of its measurement with a corresponding indication in the drawing field (Fig. 24). 2.6 - 2.8. (Revised edition, Rev. No. 3). 2.9. If the part is to be made from a material with a specific grain direction, warps, etc. (metal tape, fabrics, paper, wood), then on the drawing, if necessary, it is allowed to indicate the direction of the fibers (Fig. 25). Instructions on the location of the material layers of a part made of textolite, fiber, getinaks or other layered material, if necessary, are placed in the technical requirements (Fig. 26). 2.10. In the drawings of parts made from materials that have front and back sides (leather, some types of fabrics, films, etc.), if necessary, the front side is indicated on the leader line shelf (Fig. 27). Such indications may also be placed on the assembly drawings of products, which include parts that have a front and back side (Fig. 28). 2.11. Parts made of transparent materials are depicted as opaque. The inscriptions, numbers, signs and other similar data applied to the parts on the reverse side of the observer, which should be visible from the front side of the finished part, are depicted in the drawing as visible and put the corresponding indication in the technical requirements (Fig. 29).




A - for metal; b- for fabrics; V - for paper; g - for a tree; d - for plywood.




Engrave the inscription on the reverse side.
3. ASSEMBLY DRAWINGS
3.1. Content, images and dimensions 3.1.1. The number of assembly drawings should be minimal, but sufficient for the rational organization of production (assembly and control) of products. If necessary, assembly drawings provide data on the operation of the product and on the interaction of its parts. 3.1.2. The assembly drawing must contain: a) an image of the assembly unit, giving an idea of the location and interconnection of the components connected according to this drawing, and providing the possibility of assembly and control of the assembly unit. It is allowed to place additional schematic images of the connection and location of the component parts of the product on the assembly drawings; b) dimensions, limit deviations and other parameters and requirements that must be met or controlled according to this assembly drawing. It is allowed to indicate as a reference the dimensions of the parts that determine the nature of the pairing; c) instructions on the nature of the pairing and methods for its implementation, if the accuracy of the pairing is ensured not by the specified maximum deviations of dimensions, but by selection, fitting, etc., as well as instructions on the implementation of permanent joints (welded, soldered, etc.); d) the position numbers of the components included in the product; e) overall dimensions of the product; f) installation, connecting and other necessary reference dimensions; g) technical characteristics of the product (if necessary); h) coordinates of the center of mass (if necessary). Notes: 1. Data specified in the listings d, e it is allowed not to indicate on the drawings of assembly units that are not the subject of independent delivery. 2. Data specified in subparagraphs and And h of this paragraph are not placed on the assembly drawing if they are given in another design document for this product, for example, on a dimensional drawing. (Changed edition, Rev. No. 8, 11). 3.1.3. When specifying the installation and connecting dimensions, the following should be indicated: location coordinates, dimensions with maximum deviations of elements used for connection with mating products; other parameters, for example, for gears serving as elements of external connection, module, number and direction of teeth. 3.1.4. On the assembly drawing, it is allowed to depict the moving parts of the product in the extreme or intermediate position with the appropriate dimensions. If, when depicting moving parts, it is difficult to read the drawing, then these parts can be depicted on additional views with appropriate inscriptions, for example: “The extreme position of the carriage pos. 5". 3.1.5. On the assembly drawing of the product, it is allowed to place an image of border (neighboring) products (“environment”) and dimensions that determine their relative position (Fig. 30). The component parts of the product, located behind the situation, are depicted as visible. If necessary, it is allowed to depict them as invisible. Items of "furnishings" are performed in a simplified manner and provide the necessary data to determine the installation location, methods of fastening and attaching the product. In cuts and sections, the “environment” may not be hatched. 3.1.6. If it is necessary to indicate on the assembly drawing the names or designations of the products that make up the “furnishings”, or their elements, then these indications are placed directly on the “furnishings” image, or on the shelf of the leader line drawn from the corresponding image, for example: “Pressure machine (designation )"; "Oil cooler connection (designation)", etc. 3.1.7. On the assembly drawing of an auxiliary production product (for example, a stamp, a conductor, etc.), it is allowed to place an operational sketch in the upper right corner. 3.1.8. Assembly drawings should be performed, as a rule, with simplifications that meet the requirements of the standards of the Unified System for Design Documentation and this standard.
It is allowed not to show on assembly drawings: a) chamfers, roundings, grooves, recesses, protrusions, knurling, notches, braids and other small elements; b) gaps between the rod and the hole; c) covers, shields, casings, partitions, etc., if necessary, show the component parts of the product covered by them. At the same time, an appropriate inscription is made above the image, for example: “Cover pos. 3 not shown"; d) visible components of products or their elements located behind the mesh, as well as partially closed in front of the components located in front; e) inscriptions on plates, nameplates, scales and other similar details, depicting only their outline. 3.1.9. Products made of transparent material are depicted as opaque. It is allowed on assembly drawings to depict components of products and their elements located behind transparent objects as visible, for example: scales, instrument arrows, the internal arrangement of lamps, etc. 3.1.10. The products located behind the helical spring, shown only by the sections of the turns, are depicted up to the zone conditionally covering these products and determined by the axial lines of the sections of the turns (Fig. 31). 3.1.11. On the assembly drawings, the following methods of simplified representation of the component parts of the products are used: It is allowed to make drawings as shown in Fig. 32; b) typical, purchased and other widely used products are depicted as external outlines (Fig. 33).


3.1.12. The external outlines of the product, as a rule, should be simplified without depicting small protrusions, depressions, etc. (dev. 33, 34 a, b). 3.1.11, 3.1.12. (Revised edition, Rev. No. 5).

3.1.13a. On assembly drawings, it is allowed to depict seals conditionally, as shown in Fig. 34 ( c, d, d), indicating the direction of the seal with an arrow. (Introduced additionally, Rev. No. 5). 3.1.13. On assembly drawings that include images of several identical components (wheels, track rollers, etc.), it is allowed to perform a complete image of one component, and images of the remaining parts - simplified in the form of external outlines. 3.1.14. A welded, soldered, glued and similar product made of a homogeneous material assembled with other products in sections and sections is hatched in one direction, depicting the boundaries between the parts of the product with solid main lines (Fig. 35). It is allowed not to show the borders between the details, i.e. depict the structure as a monolithic body.



3.1.15. If it is necessary to indicate the position of the center of mass of the product, then the corresponding dimensions are given on the drawing and the inscription is placed on the shelf of the leader line: “C. M." The lines of the centers of mass of the component parts of the product are applied with a dash-dotted line, and the inscription is made on the shelf of the leader line: “Line C. M.”. 3.2. Position numbers 3.2.1. On the assembly drawing, all components of the assembly unit are numbered in accordance with the position numbers indicated in the specification of this assembly unit. Position numbers are applied on the shelves of leader lines drawn from the images of the component parts. 3.2.2. Position numbers indicate on those images in which the corresponding components are projected as visible, as a rule, on the main views and sections replacing them. 3.2.3. The number of positions is placed parallel to the main inscription of the drawing outside the outline of the image and grouped into a column or line, if possible on the same line. 3.2.4. The position number is applied to the drawing, as a rule, once. It is allowed to repeatedly indicate the position numbers of the same components.

3.2.5. The font size of position numbers should be one or two numbers larger than the font size adopted for dimension numbers in the same drawing. 3.2.6. It is allowed to make a common leader line with a vertical arrangement of position numbers: a) for a group of fasteners related to the same attachment point (Fig. 36). If there are two or more fasteners, and at the same time different components are fastened with the same fasteners, then their number can be put in brackets after the number of the corresponding position and indicated only for one unit of the fastened component, regardless of the number of these components in the product; b) for a group of parts with a clearly expressed relationship, excluding a different understanding, if it is impossible to draw a leader line to each component (Fig. 37). In these cases, the leader line is removed from the fixed component; c) for individual components of the product, if it is difficult to graphically depict them, in this case it is allowed not to show these components on the drawing, but to determine their location using a leader line from the visible component and on the drawing field, in the technical requirements to place an appropriate indication , for example: “Harnesses pos. 12 under the brackets, wrap with pressboard pos. 22". (Revised edition, Rev. No. 10). 3.3. Implementation of certain types of assembly drawings 3.3.1. On the assembly drawing of the product, which includes parts for which working drawings are not issued, on the image and (or) in the technical requirements, additional data is provided to the information specified in the specification, necessary for the manufacture of parts (surface roughness, shape deviations, etc.) . On the assembly drawings of unit production products, it is allowed to indicate data on the preparation of edges for permanent joints (welding, soldering, etc.) directly on the image or in the form of a remote element (Fig. 38), if these data are not shown on the detail drawings. 3.3.2. Depending on the nature of production, the components of the product for which it is allowed not to issue drawings can be taken into account in two ways: as parts with the assignment of a designation and name to them, or as a material without assigning a designation and name to them and indicating the quantity in units of length, mass or other units (dev. 39 - 42). (Changed edition, Rev. No. 5, 11). 3.3.3. When for the manufacture of a part of a simple configuration according to an assembly drawing (without issuing an independent drawing for it), a certain sectional material is installed, then the corresponding dimensions of the part are given in the specification. If there is no need to establish a specific grade material for a part, then on the assembly drawing all dimensions are placed on the image of this part, and only the material grade is indicated in the specification.


3.3.4. It is allowed to place separate images of several parts on the field of the assembly drawing, for which it is allowed not to issue working drawings, provided that the clarity of the drawing is maintained. Above the image of the part, an inscription is applied containing the position number and the scale of the image, if it differs from the scale indicated in the main inscription of the drawing. 3.3.5. If a part of large dimensions and complex configuration is connected by pressing, soldering, welding, riveting or other similar methods with a part of less complex and smaller dimensions, then, provided that the clarity of the drawing and the possibilities of production are maintained, it is allowed to place on the assembly drawings of products all the dimensions and other data necessary for manufacture and control of the main part, and produce drawings only for less complex parts. (Revised edition, Rev. No. 8). 3.3.6. If an assembly unit is made by surfacing a metal or alloy part, pouring surfaces or elements of the part with metal, alloy, plastic, rubber and other materials, then a drawing for such parts may not be produced. The drawings of these assembly units indicate the dimensions of surfaces or elements for surfacing, pouring, etc., the dimensions of the finished assembly unit, and other data necessary for manufacturing and control. 3.3.7. Guided metal, alloy, plastic, rubber and other materials with which reinforcing parts are poured are recorded in the specification of the assembly unit in the "Materials" section. 3.3.8. Examples of the design of drawings of assembly units manufactured by surfacing and pouring parts with an alloy, rubber, are shown in Fig. 43-45. (Revised edition, Rev. No. 5).

3.3.9. If during the assembly of the product for its adjustment, adjustment, compensation, the components are selected, then on the assembly drawing they are depicted in one of the possible applications. 3.3.10. The entry of “pick-up” components in the specification and the indication of position numbers on the shelves of leader lines are applied depending on the method of using the components: a) if the selection is made by the same products (for example, the required spring load is achieved by installing the same washers under it), then in the column "Col." specifications indicate the most likely number of products during installation, and in the “Note” column they write down - “Max. count. The technical requirements of the assembly drawing contain the necessary instructions for the installation of such “pick-up” parts, for example: “Ensure the spring load by installing the required number of parts. pos...”; b) if the selection is made by installing one of the products that have different sizes and independent designations (for example, the size of the gap should be ensured by installing only one adjusting ring), then each “pick-up” part is recorded in the specification under different item numbers. In the column "Col." for each part indicate "1" and in the column "Note" - "Selection". In the technical requirements, an entry of the type is placed: “Size (clearance, stroke, etc.) A provide the installation of one of the children. pos. ..."; c) if the selection can be carried out by installing several products with different sizes, designations and in different quantities, then all products are recorded in the specification. Each "selective" part is assigned its own position number and its own designation. In the column "Col." in this case, indicate the most probable quantity during installation for each "selective" part and in the column "Note" - "Naib. count. On the shelves of the lines-leadouts place the position numbers of all "pick-up" parts. The technical requirements indicate accordingly: “Size (clearance, stroke, etc.) B provide the installation of children. pos. ...".




If necessary, in the column "Note" of the specification for "collective" parts, it is allowed to give references to the paragraph of the technical requirements, which gives instructions on the selection, for example: "See. P. ...". 3.3.11. When, after assembling the product, it is required to install protective temporary parts (cover, plug, etc.) during its transportation and (or) storage, these parts are shown on the assembly drawing as they should be installed during transportation and storage. 3.3.12 . If protective temporary parts for the period of transportation and storage must be installed instead of any devices or mechanisms removed from the product, then appropriate instructions are placed on the assembly drawing in the technical requirements, for example: “Pump pos. ... and pos. ... before packing, remove and replace the covers pos. ... by tightening them tightly with bolts pos. ..." and so on. On the assembly drawing, it is allowed to place an image of a machine part with a protective temporary part being installed, explaining the position of the part. 3.3.13. The assignment of names and designations to protective temporary parts, their image on the assembly drawing and entry into the specification or electronic structure of the product is carried out according to general rules. (Changed edition, Amendment No. 11) 3.3.14. In cases where individual parts of the purchased product are installed in different assembly units of the product (for example, tapered roller bearings), the purchased product is recorded in the specification of the assembly unit in which it is included in the assembled form. The technical requirements of the assembly drawing of the product being developed indicate those assembly units that include individual parts of the purchased product. In the specifications of these assembly units in the column "Note" indicate the designation of the specification, which includes the purchased product in assembled form. At the same time, in the column "Name" indicate the name of the component of the purchased product, and the column "Number." is not filled. (Introduced additionally, Rev. No. 8).
4. DIMENSIONAL DRAWINGS
4.1. Dimensional drawings are not intended for the manufacture of products from them and should not contain data for manufacturing and assembly. 4.2. On the dimensional drawing, the image of the product is performed with maximum simplifications. The product is depicted in such a way that the extreme positions of moving, retractable or folding parts, levers, carriages, hinged covers, etc. can be seen. It is allowed not to show elements that protrude beyond the main contour by a small amount compared to the dimensions of the product. 4.3. The number of views on the dimensional drawing should be minimal, but sufficient to give a comprehensive idea of the external outlines of the product, the positions of its protruding parts (levers, flywheels, handles, buttons, etc.), the elements that must be constantly in the field of view (for example, scales), the location of the elements of communication of the product with other products. 4.4. The image of the product on the dimensional drawing is made with solid main lines, and the outlines of the moving parts in the extreme positions are dash-dotted thin lines with two points. It is allowed to depict the extreme positions of the moving parts on separate views. (Revised edition, Rev. No. 3). 4.5. On the dimensional drawing, it is allowed to depict parts and assembly units that are not part of the product as solid thin lines. 4.6. On the dimensional drawing, the overall dimensions of the product, installation and connecting dimensions and, if necessary, dimensions that determine the position of the protruding parts are applied. Mounting and connecting dimensions required for linking with other products must be specified with maximum deviations. It is allowed to specify the coordinates of the center of mass. It is not indicated on the dimensional drawing that all the dimensions given on it are for reference. (Revised edition, Rev. No. 8). 4.7. It is allowed to indicate on the dimensional drawing the conditions of use, storage, transportation and operation of the product in the absence of these data in the technical description, specifications or other design document for the product. 4.8. An example of a dimensional drawing is shown in Fig. 46.


5. INSTALLATION DRAWINGS
5.1. The installation drawing must contain: an image of the product to be mounted; images of products used during installation, as well as a full or partial image of the device (structure, foundation) to which the product is attached; installation and connecting dimensions with limit deviations; list of components required for installation; technical requirements for product installation. 5.2. Installation drawings are issued for: products mounted in one specific place (device, object, foundation); products mounted on several different places (devices, objects). An assembly drawing is also issued in cases where it is necessary to show the connection of the components of the complex to each other at the place of operation. 5.3. The assembly drawing is performed according to the rules established for assembly drawings, taking into account the rules set forth in this section. 5.4. The product to be mounted is shown in the drawing in a simplified way, showing its external outlines. They show in detail the structural elements that are necessary for the correct installation of the product. The device (object, foundation) to which the product to be mounted is depicted in a simplified way, showing only those parts that are necessary to correctly determine the place and method of attaching the product. The image of the product to be mounted and the products included in the set of mounting parts is made with solid main lines, and the device to which the product is attached is made with solid thin lines. When making drawings of foundations, the foundation is depicted with solid main lines, and the product to be mounted is depicted with solid thin lines. 5.5. The installation drawing indicates the connecting, installation and other dimensions required for installation. The installation drawing, intended for mounting the product in various places, also indicates the dimensions that determine the specific requirements for the placement of the product (for example, the minimum distance to the wall of the room, etc.). The installation drawing of the complex indicates the dimensions that determine the relative position of the components directly included in the complex. 5.6. The list of components required for installation can be made in accordance with GOST 2.106 form 1, with the exception of the "Format" and "Zone" columns, and must be placed on the first sheet of the drawing.
The list includes the product to be mounted, as well as assembly units, parts and materials necessary for installation. Instead of a list, it is allowed to indicate the designations of these components on the shelves of leader lines. 5.7. Products and materials necessary for installation, supplied by the enterprise that manufactures the product to be mounted, are recorded in the specification of a set of mounting parts in accordance with GOST 2.106 or in the electronic structure of a set of mounting parts in accordance with GOST 2.053. (Changed edition, Rev. No. 11) 5.8. The products required for installation and materials not supplied with the product to be installed are listed on the installation drawing, and an appropriate indication is placed in the “Note” column or in the technical requirements, for example: “Pos. 7 and 9 are not supplied with the product”, etc. If it is impossible to indicate the exact designations and names of non-delivered products, then their indicative names are indicated in the list, and on the drawing, if necessary, dimensions and other data that ensure the correct choice of products required for installation. 5.9. On the installation drawing, on the shelf of the leader line or directly on the image, indicate the name and (or) designation of the device (object) or part of the device to which the mounted product is attached.
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the State Committee of Standards of the Council of Ministers of the USSR 2. APPROVED AND INTRODUCED BY Decree of the State Committee of Standards of the Council of Ministers of the USSR dated July 27, 1973 No. 1843 Change No. 9 was adopted by the Interstate Council for Standardization, Metrology and Certification (minutes No. 13 dated May 28. 98) Registered by the Technical Secretariat of the IGU No. 2907 Voted for the adoption of the change:
|
State name |
|
| Republic of Belarus | |
| The Republic of Kazakhstan | |
| Republic of Kyrgyzstan | Kyrgyzstandart |
| The Republic of Moldova | Moldovastandard |
| Russian Federation | Gosstandart of Russia |
| The Republic of Tajikistan | Tajikstandart |
| Turkmenistan | |
| The Republic of Uzbekistan | Uzgosstandart |
| Ukraine | State Standard of Ukraine |
|
State name |
Name of the national standardization body |
| The Republic of Azerbaijan | Azgosstandart |
| Republic of Belarus | State Standard of the Republic of Belarus |
| Georgia | Gruzstandard |
| The Republic of Kazakhstan | State Standard of the Republic of Kazakhstan |
| Republic of Kyrgyzstan | Kyrgyzstandart |
| The Republic of Moldova | Moldovastandard |
| Russian Federation | Gosstandart of Russia |
| The Republic of Tajikistan | Tajikstandart |
| Turkmenistan | Main State Service "Turkmenstandartlary" |
|
Item number |
Item number |
||
| GOST 2.104-2006 | GOST 1133-71 | ||
| GOST 2.106-96 |
1.3.5 , 5.6, 5.7 |
GOST 1435-99 | |
| GOST 2.113-75 | GOST 2590-88 | ||
| GOST 103-76 | GOST 8240-97 | ||
| GOST 535-88 | GOST 8509-93 | ||
| GOST 1050-88 | GOST 8510-86 | ||
| GOST 2.051-2006 | GOST 14034-74 | ||
| GOST 2.052-2006 | |||
| GOST 2.053-2006 |
This article presents the letter designations (code) of the type, type and thickness of electroplated coatings, according to GOST 9.306-85 on parts. Examples of entries in the drawings are presented. The designation of zinc plating, chromating, nickel plating, copper plating, chromium plating, anodizing, oxidation, tin plating (tin-bismuth) of metal is shown.
According to GOST 9.306-85
Base metal processing method:
Handkerchief - krc
Electrochemical polishing - ep
Stamping - shtm
"Snow" etching - snow
Hatching - stroke
Processing "under pearls" - well
Vibration rolling - vbr
Application of arcuate lines - dl
Diamond processing - diamond
Application of hair lines - vl
Satin finish - stn
Passivation - Chem. Pass
Matting - mt
Mechanical polishing - mp
Chemical polishing - hp
Coating method:
cathodic recovery -
Condensing (vacuum) - Kon
Anodic oxidation* - An
Contact - Kt
Chemical - Chem
Contact mechanical - Km
Hot - Gore
Cathodic sputtering - Kr
Diffusion - Diff
Burning - Vzh
Thermal spraying - According to GOST 9.304-87
Enameling - Em
Thermal decomposition** - Tr
Cladding - PC
* The method of obtaining coatings, painted in the process of anodic oxidation of aluminum and its alloys, magnesium and its alloys, titanium alloys, is designated "Anotsvet".
** The method of obtaining coatings by thermal decomposition of organometallic compounds is designated Mos Tr
Coating metal designation (including non-metallic coatings):
1. The coating material, consisting of metal, is designated by symbols in the form of one or two letters included in the Russian name of the corresponding metal.
2. The coating material, consisting of an alloy, is designated by the symbols of the components that make up the alloy, separating them with a hyphen, and in parentheses indicate the maximum mass fraction of the first or second (in the case of a three-component alloy) components in the alloy, separating them with a semicolon. For example, a copper-zinc alloy coating with a mass fraction of copper 50-60% and zinc 40-50% is designated M-C (60); copper-tin-lead alloy coating with a mass fraction of copper 70-78%, tin 10-18%, lead 4-20% denote M-O-C (78; 18).
3. In the designation of the coating material with an alloy, if necessary, it is allowed to indicate the minimum and maximum mass fractions of the components, for example, gold-nickel alloy coating with a mass fraction of gold 93.0-95.0%, nickel 5.0-7.0% denote Zl- H (93.0-95.0).
4. In the designation of coating with alloys based on precious metals of watch parts and jewelry, it is allowed to indicate the average mass fraction of the components.
For newly developed alloys, the designation of the components is carried out in order of decreasing their mass fraction.
5. In the designation of the coating material obtained by burning in, indicate the grade of the starting material (paste) in accordance with the regulatory and technical documentation.
6. In the designation of the hot solder coating, indicate the brand of solder according to GOST 21930-76, GOST 21931-76.
Aluminum - A
Palladium - Pd
Bismuth - Vee
Platinum - Pl
Tungsten - B
Rhenium - Re
Iron - F
Rhodium - Rd
Gold - Evil
Ruthenium - Ru
Indium - Ying
Lead - C
Iridium - Ir
Silver - Wed
Cadmium - Kd
Antimony - Su
Cobalt - Co.
Titan - Tee
Copper - M
Chrome - X
Nickel - N
Zinc - C
Tin - O
Oxide - Ox
Phosphate - Phos
Aluminum-zinc - A-C
Nickel-phosphorus - N-F
Gold Silver - Zl-Med
Nickel-cobalt-tungsten - N-Co-V
Gold-silver-copper - Zl-Sr-M
Nickel-cobalt-phosphorus - N-Co-F
Gold-antimony - Zl-Su
Nickel-chromium-iron - N-X-F
Gold-Nickel - Zl-N
Tin-bismuth - O-wee
Gold-zinc-nickel - Zl-Ts-N
Tin-cadmium - O-Kd
Gold-copper - Zl-M
Tin-cobalt - O-Ko
Gold-copper-cadmium - Zl-M-Kd
Tin-nickel - O-N
Cobalt Gold - Zl-Ko
Tin-lead - O-S
Gold-nickel-cobalt - Zl-N-Ko
Tin-zinc - O-C
Gold-Platinum - Zl-Pl
Palladium Nickel - Pd-N
Gold-indium - Zl-In
Silver-copper - Sr-M
Copper-tin (bronze) - M-O
Silver-antimony - Sr-Su
Copper-tin-zinc (brass) - M-O-C
Silver Palladium - Wed-Fr
Copper-zinc (brass) - M-C
Cobalt-tungsten - Co-V
Copper-lead-tin (bronze) - M-S-O
Cobalt-tungsten-vanadium - Ko-V-Va
Nickel-boron - N-B
Cobalt-manganese - Ko-Mts
Nickel-tungsten - N-B
Zinc-nickel - C-N
Nickel-iron - N-F
Zinc-titanium - C-Ti
Nickel-cadmium - N-Kd
Cadmium Titanium - Kd-Ti
Nickel-cobalt - N-Ko
Chrome vanadium - X-Va
Chrome-carbon - X-Y
Titanium nitride - Ti-Az
Designation of functional properties:
Solid - tv
Electrical insulating - eiz
Conductive - e
Designation of decorative properties of coatings:
Mirror
Brilliant
Semi-shiny
Matte
Smooth
Slightly rough
Rough
Very rough
Figured
crystalline
layered
Color (color name)
* The color of the coating corresponding to the natural color of the deposited metal (zinc, copper, chromium, gold, etc.) does not serve as a basis for classifying the coating as colored.
The color of the coating is indicated by the full name, with the exception of the black coating - h.
Additional processing of coatings:
Hydrophobization - gfzh
Filling in water - nv
Filling in a solution of chromates - xr
Application of paintwork - paintwork
Oxidation - ox
Reflow - opl
Impregnation (lacquer, glue, emulsion, etc.) - prp
Oil impregnation - prm
Heat treatment - t
Toning - tn
Phosphating - phos
Chemical staining, including filling in a dye solution - Color name
Chromating* - xp
Electrochemical coloring - el. Color name
* If necessary, indicate the color of the chromate film: khaki - khaki, colorless - btsv; iridescent film color - no designation.
8. The designation of additional processing of the coating by impregnation, hydrophobization, application of paintwork may be replaced by the designation of the brand of material used for additional processing.
The brand of material used for additional processing of the coating is designated in accordance with the regulatory and technical documentation for the material.
The designation of a specific paintwork used as an additional treatment is made in accordance with GOST 9.032-74.
9. Production methods, coating material, electrolyte (solution) designation, properties and color of the coating, additional processing not listed in this standard are designated according to the technical documentation or written down by the full name.
10. The order of designation of the coating in the technical documentation:
designation of the method of processing the base metal (if necessary);
designation of the method of obtaining the coating;
designation of the coating material;
minimum coating thickness;
designation of the electrolyte (solution) from which the coating is to be obtained (if necessary);
designation of functional or decorative properties of the coating (if necessary);
designation of additional processing (if necessary).
The designation of the coating does not necessarily contain all of the listed components.
If necessary, in the designation of the coating, it is allowed to indicate the minimum and maximum thicknesses through a hyphen.
It is allowed to indicate in the designation of the coating the method of production, material and thickness of the coating, while the remaining components of the symbol are indicated in the technical requirements of the drawing.
(Revised edition, Rev. No. 2).
11. The coating thickness equal to or less than 1 micron is not indicated in the designation, unless there is a technical need (with the exception of precious metals).
12. Coatings used as technological coatings (for example, zinc in the zincate treatment of aluminum and its alloys, nickel on corrosion-resistant steel, copper on copper alloys, copper on steel from cyanide electrolyte before acid copper plating) may not be indicated in the designation.
13. If the coating is subjected to several types of additional processing, they are indicated in the technological sequence.
14. Recording of the designation of the coating is carried out in a line. All components of the designation are separated from each other by dots, with the exception of the coating material and thickness, as well as the designation of additional processing with a paint and varnish coating, which is separated from the designation of a metallic or non-metallic inorganic coating by a shot line.
The designation of the method of preparation and the coating material should be written with a capital letter, the remaining components - with lowercase letters.
Examples of recording the designation of coatings are given in Appendix 4.
(Changed edition, Rev. No. 1, 2, 3).
15. The procedure for designating coatings according to international standards is given in Appendix 5.
16. Introduced additionally (Changed edition, Amendment No. 3).
Designation of nickel and chromium coatings (abbreviated/full):
Nickel obtained bright from electrolyte
with brightening additives, containing
more than 0.04% sulfur -/Nb
Nickel matt or semi-gloss,
at tensile test not less than 8% -/Npb
Nickel containing 0.12-0.20% sulfur - / Hc
Nickel two-layer (duplex) Nd/Npb. Nb.
Nickel three-layer (triplex) Nt/Npb. Ns. Nb
Nickel two-layer composite
Nickel-Sil* Ns/Nb. Nz
Nickel two-layer composite Ndz / Npb. Nz
Nickel three-layer composite Ntz / Npb. Ns. Nz
Chrome Regular -/X
Chrome Porous -/Hp
Chrome microcrack -/Hmt
Chrome microporous -/Hmp
Chrome "milky" -/Hmol
Chrome two-layer Hd/Hmol. H. TV
Examples:
Zinc 15 microns thick with khaki chromating - Ts15. ridge khaki
Chrome 0.5-1 micron thick, shiny, with a sublayer of forces - nickel 9 microns thick - Nsil9. H. b
Chrome 0.5-1 microns thick, shiny, with a copper sublayer 30 microns thick and three-layer nickel 15 microns thick - M30.Nt15. H. b
This article is the intellectual property of NPP Elektrokhimiya LLC. Any copying without a direct link to the site www.