Mașină de șlefuit pentru prelucrarea sticlei. Masini de slefuit sticla. Sablare sticla
Mașinile de șlefuit sunt concepute pentru ascuțirea diverselor scule, tăierea materialelor, operațiuni de șlefuire brută și finisare în prelucrarea metalelor. Prelucrarea pietrei, sticlei, betonului, lemnului, plasticului, nici nu te poti lipsi de ele. Materialele de șlefuire sunt pastele de șlefuire, lustruire și finisare, pulberi, piei abrazive pe bază de hârtie și țesături. Uneltele de șlefuit sunt roțile de șlefuire, lustruire și tăiere, segmente, bare.
Granulele abrazive obținute și sortate sunt combinate cu diverse mănunchiuri și apoi arse în cuptoare tunel. Se aplică un strat de lipici sau rășină pe țesătură și hârtie și se presară granule abrazive: electrocorindon, corindon, siliciu.
Atunci când alegeți o roată de șlefuit sau un șmirghel, este foarte important să cunoașteți denumirea tuturor parametrilor instrumentului de șlefuit, precum și scopul acestuia.
Ca material de șlefuire pentru fabricarea roților, electrocorindon normal (clasele 18A, 15A, HA, 13A, 12AP), electrocorindon alb (clasele 25A, 24A, 23A), electrocorindon aliat (clasele 94A, 93A, 92A, 9] A) , monocorindon (clasele 45A, 44A, 43A), verde (clasele 64C, 63C) și negru (clasele 55Q 54C, 53C) carbură de siliciu. Toate aceste materiale pot avea o anumită granulație în gama 50-M1Q. Dimensiunea granulelor materialului de măcinare este indicată prin numere care indică 0,1 din dimensiunea părții celulei site în micrometri și pulberi de micromăcinare (de exemplu, M10) - prin litera M și un număr care indică limita superioară a boabelor dimensiunea fracției principale.
Materialul roții poate avea un grad diferit de duritate: de la moale (Ml, M2, MZ) la extrem de dur (ChT1, ChT2). Cele mai utilizate sunt roțile cu un grad de duritate CM1, CM2 - mediu moale, CT1, CT2 - mediu dur și Tl, T2 - tare. Structura roților de șlefuit determină conținutul de abraziv pe unitatea de volum și este indicată în intervalul de la Nr. 1 (60% material abraziv) la Nr. 12 (38%).
Pentru conectarea materialelor de măcinare, se folosesc ligamente: ceramică (K), bachelită (B), vulcanică (C), silicat (C) și magnezie (M), a căror duritate este indicată printr-un număr suplimentar.
Roțile de șlefuit sunt produse într-o mare varietate de forme și profile, totuși, pentru șlefuite și capete manuale, roți cu profil drept (tip PP), cu adâncitură (PV), cupă cilindric (CC) și conic (CHK), în formă de vas. (T, IT) sunt de obicei folosite.
Conform GOST 2424-83, o roată de șlefuit de tip PP cu un diametru exterior de 100 mm, o înălțime de 5 mm, un diametru al alezajului de 13 mm, realizată din electrocorindon alb de grad 24A, o dimensiune a granulelor de 10-P, a gradul de duritate C2, un număr de structură, pe o legătură ceramică K5, cu o viteză de lucru 50 m/s, clasa de precizie A, clasa de dezechilibru 1 are denumirea:
PP 100X5X13 24A 10-P S2 7 K5 50 m/s A 1 clasa. GOST 2424-83.
Pentru finisarea suprafețelor mici și modelate, se folosesc capete de șlefuit, care sunt roți de șlefuit în miniatură pe un dorn introdus în mandrina unei mașini de găurit manual. Capete de diverse forme (cilindrice, conice, bile etc.) pot fi achizitionate din magazinele de specialitate.
Slefuirea pieilor pe bază de pânză și hârtie poate fi de uz general și impermeabilă. Pielii obișnuite sunt concepute pentru prelucrarea diferitelor materiale fără răcire sau folosind lichide de răcire pe bază de ulei, kerosen și spirt. Foile de șlefuire rezistente la apă sunt proiectate pentru prelucrarea cu și fără fluide de tăiere. Piele de tip 1 sunt folosite pentru prelucrarea materialelor moi, iar tipul 2 sunt folosite pentru prelucrarea materialelor dure.
Ca material de șlefuire pentru fabricarea de piei, sunt utilizate mărcile de mai sus de electro-corindon, monocorindon și carburi de siliciu, precum și silex (grad 81Kr). Dimensiunea granulației materialelor de șlefuit pentru piele se află în intervalul 125-M40.
În desemnarea unui șmirghel de hârtie rezistent la apă, de exemplu, conform GOST 10054-82, după indicarea dimensiunii pielii, literele M (rezistență umedă) sau L1 și L2 (hârtie rezistentă la umedă cu un strat de latex polimeric) sunt date.
Lucrari la masini de slefuit
Oțelul și bronzul dur sunt măcinate cu scule electrocorindon, fontă cenușie, metale neferoase, aliaje dure, sticlă, materiale ceramice și piatră - cu carbură de siliciu.
Dimensiunea granulelor este aleasă în funcție de rugozitatea specificată a piesei. Cu cât piesa de prelucrat este mai dură și cu cât suprafața de prelucrat este mai mare, cu atât instrumentul de șlefuit trebuie să fie mai moale. Desigur, și alți factori au o anumită influență (Tabelul 3).
Atunci când alegeți o structură, aceștia sunt ghidați de următoarea regulă: pentru un material vâscos al piesei de prelucrat cu o suprafață mare a suprafeței prelucrate, se folosesc materiale de șlefuire cu o structură poroasă; pentru o piesă tare, fragilă, cu o suprafață mică de prelucrat, se folosește o unealtă cu o structură densă.
Pentru polizoarele de mare viteză, operațiunile de despărțire și crestare, se aleg roți cu o legătură bachelită sau vulcanită. Cele mai răspândite cercuri cu o legătură ceramică.
3. Selectarea durității sculei de șlefuit
Roțile de șlefuire pentru operațiuni de degroșare pe capete de șlefuit manual sunt date în tabel. 4, iar pentru tăierea și finisarea șlefuirii circulare și în formă - în tabelul 5. Viteza circumferențială este de obicei de 30-180 m/s, la tăierea sticlei, porțelanului, cauciucului dur și aliajelor dure, se reduce la 15-25 m/s .
Ascutire. Uneltele din oțel de mare viteză sunt ascuțite în principal cu cercuri de electrocorindon alb, carbură - cu cercuri de carbură de siliciu verde. Finisarea se realizează cu roți diamantate la mașinile de șlefuit. Viteza de taiere 20-25 m/s. Chiar și o ușoară nerespectare a tehnologiei de ascuțire a sculelor din carbură - încălzire suficient de rapidă și neuniformă - duce la crăparea plăcilor.
4. Roți de șlefuire pentru șlefuire manuală brută
5. Discuri abrazive pentru tăiere și șlefuire fină
Ascuțirea preliminară se efectuează cu cercuri cu granulație de 50-30, finală - 16-10, reglaj fin - cu roți diamantate. Cercurile recomandate pentru instrumentele de ascuțire sunt date în tabel. 6.
În tabel. 7 oferă o scurtă prezentare generală a roților abrazive care pot fi de interes pentru utilizarea în atelierul de acasă (vezi mai sus pentru toate denumirile de granulație, duritate și structură).
7. Roți de șlefuit
Barele de finisare sunt desemnate 64C 5-N ST2 K sau 25A 6-N ST2 K. De obicei, barele sunt realizate în două straturi cu o combinație de granulație 8 și 3 sau 10 și 3.
Pastele de lepuit sunt un amestec de boabe de măcinare cu o dimensiune a granulelor de 3-1: de neșters cu apă - cu grăsime lubrifiantă, spălate cu apă - un amestec de abraziv, melasă și glicerină.
Piele de șlefuit pe bază de țesătură și hârtie cu carbură de siliciu neagră sunt folosite pentru șlefuirea grundurilor și vopselelor, cu carbură de siliciu verde - grunduri și vopsele folosind kerosen, iar în mod uscat - pentru șlefuirea pielii, cauciucului, materialelor plastice, plută, sticlă, porțelan. și oțeluri cu duritate de până la 350 MPa. Electrocorindul alb este folosit pentru prelucrarea lemnului, electrocorindonul normal - pentru prelucrarea metalelor cu duritatea de peste 350 MPa. Pânză cu carbură de siliciu și șmirghel pe bază de hârtie curăță lemnele moi și vopseaua veche. Materialele cu granulație de 25-16 sunt potrivite pentru lemn de esență moale, 16-10 pentru lemn de esență tare și 5-2 pentru vopsea.
Măcinarea pieilor pe bază de țesătură și hârtie, suprapuse pe un disc de cauciuc sau lipite pe cercuri, uneori direct pe roți cu boabe lipite de ele, măcina metalele. Pentru măcinarea fină (umedă) utilizați o folie de hârtie rezistentă la apă. Lustruirea se realizează cu roți de pânză sau pâslă cu paste de șlefuit sau de lustruit, iar în final cu „Apa de lustruit Nr. 1”. La șlefuire, roata nu trebuie apăsată puternic pe suprafața de tratat, poziția roții trebuie schimbată frecvent, accelerând nivelarea suprafeței prin șlefuire încrucișată.
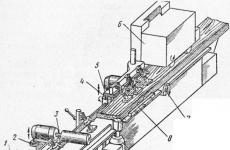
Lemnul și materialele plastice sunt măcinate în același mod; ca material de șlefuit se folosesc așchii de sticlă, piele de sticlă pe o roată de cauciuc sau de lemn sau sub formă de bandă. Pe fig. 123 prezintă metoda de lipire a acestei benzi. După ce măsurați lungimea exactă cu o frânghie sau bandă de hârtie și adăugați lățimea benzii, tăiați o bucată de bandă și tăiați-o pe ambele părți la 45 °.
Banda se lipește direct pe mașina de șlefuit, punând sub ea o cârpă subțire, proeminentă cu 5 mm, pe lungimea și lățimea rostului. Conexiunea este încărcată și lăsată pe masa mașinii pentru uscare. Lipirea se realizează pe mașină, astfel încât banda să nu bată sau să cadă în timpul funcționării. După uscare, banda este tăiată uniform la margini.
8. Limitați vitezele periferice recomandate 
Pielea de sticlă se fixează pe cercuri sau plăci ale mașinilor de vibroslefuit în diferite moduri.Unghii, nasturi, este mai convenabil - epoxid | turnare, care vă permite să utilizați pielea până când este complet uzată. Această metodă a funcționat bine! $un cerc se aplica cu adeziv termorezistent si se presara cu aschii de sticla sau pulbere. Se recomandă să aveți un set de cercuri de rulment. În loc de roți de șlefuit, se folosesc roți de sârmă, în special pentru tăiere.
Editarea discurilor abrazive - corectarea formei geometrice și îndepărtarea așchiilor - se realizează cu inele metalice sau cercuri speciale. Pentru o pansare precisă se folosesc unelte diamantate speciale.
În tabel. 8 prezintă vitezele circumferenţiale limită ale discurilor de rectificat pentru diferite procese tehnologice şi forme ale acestor roţi, precum şi în tabel. 9 - relația dintre viteza circumferențială, diametrul cercului și viteză, extinzându-se la pânzele de ferăstrău și sculele rotative în general, în care viteza circumferențială este egală cu viteza de tăiere.
I. Viteza de rotație (rpm) în funcție de diametrul roții și viteza de tăiere
Fixarea roților de șlefuit este o operațiune serioasă care necesită o atenție deosebită. Pentru a evita distrugerea cercului, mașinile de spălat cu presiune trebuie prelucrate cu mare precizie, să aibă o curgere minimă; între capetele cercului și șaibe este necesar să se pună tampoane moi (de exemplu, din carton de 1 mm grosime). Roata trebuie prinsă între suprafețele inelare de la capetele șaibelor (Fig. 3). Diametrul exterior al șaibelor trebuie să fie mai mare de 1/3 din diametrul cercului (de la circumferința găurii la periferia cercului).
Nici cercul nu trebuie să aibă o curgere axială. Dacă alezajul discului de șlefuit existent este mai mare decât diametrul arborelui, trebuie utilizat un manșon adaptor (aluminiu, plastic, laminat din lemn de esență tare) sau orificiul trebuie umplut cu plumb și apoi alezat până la diametrul arborelui. Manșonul trebuie să intre liber în gaură, fără forță, altfel cercul se poate rupe. Lungimea mânecii trebuie să fie puțin mai mică decât lățimea cercului, altfel se va roti între șaibe. La fixarea cercului, este necesar să excludeți auto-slăbirea piuliței. Acest lucru se realizează, de obicei, prin utilizarea unui fir stânga pe axele polizorului cu două roți - la capetele din stânga și din dreapta ale arborelui.
Și, în sfârșit, nu trebuie să uităm de o carcasă puternică care protejează împotriva deteriorării cauzate de fragmentele unui cerc rupt. Mănușile din piele și ochelarii de protecție trebuie ținute întotdeauna lângă mașină de șlefuit. Pentru tăierea metalului se folosesc roți de tăiere subțiri, care sunt foarte sensibile la impacturile laterale. La șlefuire, piesa de prelucrat trebuie fixată rigid într-o menghină, iar utilizarea unei carcase este obligatorie.
Dacă se găsește chiar și o mică fisură pe roată, aceasta trebuie îndepărtată imediat din mașină și se recomandă să spargeți roata cu o pană pe o bază moale pentru a evita reinstalarea accidentală pe mașină. Fragmentele cercului sunt folosite pentru operații manuale.
Granulele abrazive și așchiile de metal care zboară pot provoca răni la ochi și, prin urmare, este imposibil să lucrezi fără ochelari de protecție. La fel de importantă este iluminarea bună în zona de lucru. Când se folosesc lămpi fluorescente, acestea trebuie combinate cu lămpi cu incandescență sau trebuie luate măsuri pentru a elimina efectul stroboscopic, atunci când piesele rotative par staționare. Scripetea trebuie acoperită cu o carcasă, astfel încât cureaua să nu prindă haine sau păr. Când utilizați un cap de șlefuit portabil, trebuie să acordați întotdeauna atenție cablului de alimentare - este ușor de tăiat și acest lucru este periculos.
Atașamentele pentru mașina de găurit sunt prezentate în fig. 125. Acesta este un cerc care măsoară 50 × 25 mm cu  tijă cilindrică cu diametrul de 6 mm, o roată conică, un disc de cauciuc și o roată de lustruit.
tijă cilindrică cu diametrul de 6 mm, o roată conică, un disc de cauciuc și o roată de lustruit.
Mașină de șlefuit scule
Fără o unealtă bine ascuțită, este imposibil să procesați produsul cu o calitate înaltă. Deoarece acasă se ocupă cu mașini mici și motoare electrice de putere redusă, este foarte important să ascuți cu atenție unealta.
Un ax de ferăstrău circular poate fi folosit, desigur, pentru o mașină dacă are un capăt filetat suficient de lung pentru a încăpea o roată de carborundum între șaibe în loc de o pânză de ferăstrău și mai există loc pentru o piuliță. Masa de ferăstrău trebuie înlocuită cu o masă de șlefuit cu protecție pentru roată. Cu toate acestea, aceste permutări durează mult timp, iar roata de șlefuit este distrusă de permutări frecvente.
De asemenea, este posibilă aplicarea opțiunii folosite în stomatologie, unde pe un arbore flexibil (3000 rpm) este montată o roată abrazivă specială cu tijă de oțel. Cu toate acestea, o mașină manuală trebuie să fie de mare viteză; mașinile de viteză mică sunt nepotrivite în acest scop.
În prezența unei mașini de găurit cu lagăr de contact unghiular, este suficient să existe un adaptor simplu (Fig. 4). Dintr-o bară cu diametrul de 20-40 mm, se prelucrează mai multe tije pe un strung, al căror diametru este luat pe baza celui mai mare diametru al burghiului pentru care este proiectat mandrina de burghiu. Din tabelele anterioare, cunoscând viteza mașinii, alegeți cel mai mare diametru al cercului. Şaibe de prindere sunt aceleaşi ca la arborele convenţionale.
Daca masina de gaurit existenta este realizata cu un rulment axial care nu suporta sarcini laterale, puteti iesi din situatie prin integrarea unui rulment radial. Pentru putere mică, cea prezentată în Fig. 5 moduri cu un rulment cu bile, în timp ce partea mai mică a forței radiale este preluată și de rulmentul mașinii. Această forță este invers proporțională cu distanța de la roata de șlefuit la rulment. Cu cât cercul este mai departe de capătul corpului mașinii și, cel mai important, cu cât este mai aproape de suportul de fixare, cu atât mai bine. Această soluție, deși simplă, nu este potrivită pentru operațiunile de degroșare.
O soluție absolut sigură este înlocuirea scripetei cu o antrenare printr-un cuplaj elastic din cauciuc sau  cardan, care compensează nealinierea ambelor sisteme rotative. Cu viteza corectă a mașinii, această soluție este foarte eficientă.
cardan, care compensează nealinierea ambelor sisteme rotative. Cu viteza corectă a mașinii, această soluție este foarte eficientă.
Pe fig. 5 prezintă o polizor simplă în două versiuni: montată pe perete și desktop. Si in acest caz se foloseste ca ax un butuc de roata cu rulmenti cu bile, de preferat unul mai puternic (de la un carucior motorizat), cu diametrul axului de 12 mm. Pentru fixarea sa, două console sunt realizate din oțel 2 × 20 mm, îndoindu-le pe un dorn corespunzător părții cilindrice a corpului manșonului. După proiectarea părții radiale a suportului într-o menghină, rafturile sunt îndoite pentru fixarea pe bază. Din textolit, două suporturi sunt tăiate și bucșe de-a lungul corpului. După ce au asamblat suporturile cu bucșa și suportul, ei fac o gaură în ele pentru șurubul Mb. Apoi se decupează o bară de distanță (de asemenea, textolit) și suporturile sunt conectate la ea cu patru șuruburi cu cap înecat. Dintr-o foaie de 2 mm grosime se realizează și se sudează conform fig. 127 carcasă. Masa de lucru este din otel 4X40 mm. Carcasa și masa sunt prinse cu șuruburi pe o placă de bază din PAL.
Ca ax, o rolă cu diametrul de 12 mm este realizată din oțel argintiu. Șaibe de prindere sunt prelucrate din oțel, iar scripetele sunt fabricate din textolit. Când utilizați un butuc convențional pentru bicicletă, diametrul roții abrazive nu trebuie să depășească 120 mm. Pentru un butuc de motocicletă cu o axă de 12 mm, se poate folosi un cerc de 160 mm. Viteza de rotație a cercului nu trebuie să depășească 3000 rpm. Cu un diametru cerc de 120 mm, puterea motorului electric ar trebui să fie egală cu 150 W, cu un diametru de 160 mm - 250 W.
Polizor frontal pentru lemn
Pentru această mașină, puteți aplica designul descris mai sus. Acest design (Fig. 6) urmărește să atragă atenția cititorului asupra unei alte posibilități de atașare a ansamblului ax pe placa de bază. Pentru mașină, este de dorit să folosiți o bucșă mai puternică (motocicletă).
Pe dorn, un suport este îndoit cu o grosime de 2 mm și o lățime în funcție de dimensiunea părții cilindrice a manșonului. Suportul este realizat de-a lungul corpului manșonului cu o alocație de 2 mm pentru a așeza o peliculă PVC între ele, a cărei lățime este cu 6 mm mai mare decât lățimea suportului. Garnitura trebuie să atenueze zgomotul și să protejeze corpul bucșei de a fi ciupit de suport. Din textolit sau placaj, se decupează un suport pentru bucșă, astfel încât să se potrivească exact între umerii corpului bucșei și să perceapă forța axială. După îndreptare, consolele îndoaie rafturile pentru fixarea pe bază și sudează rigidizările. Dacă acest lucru nu este posibil, puteți face nervuri cu rafturi în partea inferioară și de-a lungul lungimii și puteți fixa cu șuruburi sau suporturi cu nituri pentru a se îndoi pentru a facilita asamblarea. Apoi asamblează întregul ansamblu prin așezarea unei folii PVC între suport și manșon, îl strâng cu două șuruburi Mb și îl fixează pe placa principală de PAL sau placaj. O placă poate fi, de exemplu, lipită împreună din trei plăci așezate astfel încât fibrele lor să se încrucișeze.
Cercul de lucru este realizat din textolit sau placaj impermeabil. Nu trebuie să uităm că cercul se va încălzi și, prin urmare, ar trebui să folosiți un adeziv care să reziste la această căldură.
Cercul este montat pe o bucșă din oțel sau alamă și se fixează cu patru șuruburi. Se scoate o osie din bucșă, se pune un cerc cu o bucșă și se prelucrează pe orificiile centrale ale acestei osii, asigurând o curgere minimă. Este de dorit să existe mai multe cercuri, de exemplu patru: peeling, mediu, finisaj și o rezervă pentru împachetarea cu piele de sticlă (cleiul se usucă într-o zi). Când acoperiți cu această piele, în loc de lipici, puteți acoperi cercul cu epoxidic sau alt adeziv rezistent la căldură, stropiți cercul cu așchii de sticlă și lăsați-l să se usuce. Așchiile de sticlă pot fi cumpărate (adăugate în tencuială) sau obținute într-un mortar vechi dintr-un pahar spart (atenție, protejați-vă ochii și mâinile). Pesmetul rezultat se cerne pe mai multe site. Se pot folosi pulberi de electrocorindon, carbură de siliciu și alte materiale dure.
Cu ajutorul unui cerc căptușit cu pâslă, puteți lustrui obiecte mici din diverse materiale, iar pâsla este, de asemenea, lipită de-a lungul periferiei cercului, ceea ce este util pentru multe operații. Ca cerc, puteți folosi un disc metalic de la player - elimină mai bine căldura.
Pentru un cerc cu diametrul de 140 mm, viteza poate ajunge la 9000 rpm, 180 mm - 6500 rpm dacă axul poate rezista. Puterea motorului electric este egală cu 120 sau 200 wați.
După cum rezultă din Fig. 7, vorbim de fapt despre o combinație de polizoare cu bandă și față. Placa de bază a mașinii este lipită din trei straturi de placaj sau textolit. Suportul principal al ambelor cercuri este legat rigid, de preferință cu știfturi din lemn de esență tare, la placa de bază. Este recomandabil să lipiți aceste piese, să le fixați cu știfturi și să le conectați cu șuruburi înecate. Pe fig. Sunt date 129 de schițe ale părților individuale. Axul circular este montat pe doi rulmenti cu bile cu un singur rând nr. 201 (32 × 12 × 10 mm) și este realizat din oțel argintiu cu diametrul de 12 mm, filetul M10 este tăiat la ambele capete. Scripeții sunt lipiți din mai multe straturi de lemn masiv și prelucrați pe un strung. Pe ax și arbore, scripetele sunt fixate cu șuruburi sau știfturi. Mișcarea este transmisă prin două curele trapezoidale de 8 mm lățime sau una de 10 mm lățime. Pentru curele mai mici, diametrul scripetelui poate fi, de asemenea, mic.
Rolele, de-a lungul cărora se mișcă centura fără sfârșit de piele de sticlă, sunt realizate din discuri de placaj și foi lipite de-a lungul conturului cu lipici de formaldehidă. Foile sunt tăiate pe un ferăstrău circular cu o masă înclinată, deci foile individuale au formă trapezoidală. Rola finită este pusă pe ax și fixată.
Axul cu rola este instalat pe un strung iar rola este prelucrata conform desenului. Apoi, o bucată de cameră pentru motociclete este trasă pe o rolă mânjită cu lipici de cauciuc, uscată și lustruită cu grijă. Este imposibil să efectuați această operație pe un strung, deoarece este necesară o viteză mare de tăiere, altfel cauciucul nu va fi șlefuit, ci rupt. Cu toate acestea, rola acoperită cu cauciuc nu trebuie rotită la viteză mare, deoarece poate fi deformată de forța centrifugă și nu poate fi îndreptată, de regulă, nu este acoperită complet peste tot, dar acesta nu este un defect.
În direcția opusă rotației rolei, roata de carborundum se rotește, fixată în  mașină de găurit sau pe un arbore flexibil, astfel încât vitezele relative, adică viteza cilindrului și a cercului, să fie însumate. La șlefuire, micile neregularități de pe suprafața rolei sunt îndepărtate.
mașină de găurit sau pe un arbore flexibil, astfel încât vitezele relative, adică viteza cilindrului și a cercului, să fie însumate. La șlefuire, micile neregularități de pe suprafața rolei sunt îndepărtate.
Rola condusă este montată pe rulmenți cu bile nr. 201, presați în orificiile rolei. Axa rolelor este prezentată în fig. 7.
Procesarea acestui clip este similară cu procesarea clipului principal. Rola se fixează pe ax, se prelucrează, se lipește pe ea o căptușeală de cauciuc și, după uscare, se lustruiește cu o roată de carborundum. După toată prelucrarea, nu trebuie să uitați să îndepărtați fixarea rolei pe axă și apoi să verificați imediat dacă se rotește liber și dacă s-a deformat în timpul procesării. În caz contrar, este necesar să faceți o nouă rolă și să șlefuiți din nou suprafața și, prin urmare, trebuie să aveți grijă când procesați. Capătul liber al arborelui rolei este introdus în decupajul suportului și strâns cu o piuliță.
Nu trebuie să uităm de instalarea unui suport pe acest arbore pentru tensionarea și alinierea benzii. Între rulmenții cu bile și jugul de tensionare trebuie instalat un inel cu diametrul de 10 mm și grosimea de 5 mm, astfel încât inelul exterior al rulmentului să nu atingă jugul. Între rola de antrenare și rulmentul suportului principal, trebuie să instalați și un inel cu un diametru de 12 mm și o grosime de 4 mm. În cele din urmă, axul este montat cu scripetele, rulmenții și inelele de montare pe ambele părți ale scripetei.
Banda de lucru este fixată pe consolele de susținere. Masa este tăiată dintr-o foaie de duraluminiu de 3 mm grosime. Marginile spre centură sunt șlefuite, iar blatul mesei este lustruit. Duraluminul este cel mai rațional material: masa trebuie să fie complet netedă; lemnul este prea dur, plasticul decorativ este puțin mai bun, oțelul ruginește și masa va trebui curățată și lubrifiată înainte și după lucru. Masa este montata pe console cu suruburi din alama cu cap infundat cu 0,5 mm.
Roata de șlefuit poate fi realizată, ca și în cazul precedent, cu prindere cu șurub în orificiul axului. O masă de lucru nu este necesară pentru majoritatea operațiunilor; este suficient să fixați un bloc de lemn de placa de bază cu unghiuri de oțel folosind o piuliță cu aripă pentru a facilita instalarea și îndepărtarea.
În locul unui cerc de capăt, puteți folosi un cerc cilindric sau conic de diametru mic, căptușit cu piele de sticlă. Astfel de cercuri pot fi folosite pentru a șlefui suprafețele interioare (în acest caz, masa va interfera, motiv pentru care este prevăzută o piuliță cu aripă).
Banda de șlefuit cu lățimea de 120 mm, lipită între ele în modul indicat în fig. 123 este tras foarte atent, astfel încât pur și simplu să nu alunece - elementul de susținere (hârtia) este fragil și nu va rezista la o manipulare proastă.
Viteza axului este de aproximativ 2000 rpm, iar puterea motorului electric este de 250 wați. Motorul electric este instalat lângă rola de antrenare pe placă sau dedesubt, sub roata de șlefuit. Vor fi multe așchii în această zonă și, prin urmare, trebuie protejată cu o carcasă.
Cap de șlefuit cu bandă portabil
Pe mașina descrisă mai sus, pot fi procesate numai obiectele mici care sunt ținute în mâini în timpul operației. Capul manual (Fig. 8) vă permite să procesați mobilier, placarea navelor etc. Pentru a realiza capul, trebuie să aveți un motor electric cu o putere de 150 W la o turație de 2000 rpm și o greutate minimă. Structura de susținere constă din console sudate din bandă de oțel de 5×30 mm. Între ele, pe de o parte, este montat un lider, iar pe de altă parte, role de tensionare.
Rola de antrenare este montată în rulmenți nr. 100 și se fixează pe un arbore cu diametrul de K) mm cu ajutorul unui tub distanțier. Rola de tensionare este montată pe rulmenții nr. 28 pe un arbore cu diametrul de 8 mm, care este fixat în canelura consolelor cu console (vezi mai sus). Pentru acest arbore, puteți cumpăra o osie de la un întinzător de lanț de pe roata din spate a unei biciclete.
Banda de șlefuit se tensionează cu capse, se stabilește paralelismul ambelor role și se compensează inexactitățile la lipirea benzii, asigurându-se că aceasta nu sare.
Carcasa capului este realizată din tablă de oțel cu grosimea de 2 mm și fixată cu șuruburi M5 (două pe fiecare parte) astfel încât să se potrivească perfect pe cadru de-a lungul întregului contur. Găurile pentru filetul M5 (aproximativ 4 mm) sunt găurite în cadru de-a lungul carcasei, în care sunt pregăurite patru găuri cu un diametru de 5,2 mm. În cele din urmă, șuruburile sunt strânse cu o cheie. Pentru montarea motorului electric in carcasa sunt realizate caneluri ovale care permit reglarea tensiunii curelei. Cureaua trebuie închisă cu o carcasă.
De jos, pe cadru este fixată o masă suport din duraluminiu.
Capul funcționează la fel ca o rindele, desigur, cu mișcări mai lin. Manerul este din textolit. Forma mânerului trebuie gândită cu mare atenție: cu cât este mai convenabil și cu cât este mai bine aleasă poziția sa față de centrul de greutate, cu atât va fi mai convenabil să lucrezi. Viteza cilindrului de antrenare trebuie să fie de 2000 rpm, iar puterea motorului electric trebuie să fie de cel puțin 120 wați.
Slefuitor cu banda Gryphon
Polizorul cu bandă de birou produs de Gryphon (SUA) este proiectat pentru șlefuirea și lustruirea produselor din sticlă de o suprafață mare. Este ideal pentru tăierea marginilor drepte pe sticlă plată de orice dimensiune sau pentru prelucrarea produselor din sticlă cu formă liberă de orice dimensiune. Mașina se caracterizează printr-o productivitate ridicată, ceea ce vă va permite să faceți față unor volume mari de muncă într-un timp scurt.
Calitatea muncii unui polizor cu bandă cu răcire forțată cu apă este aproape identică cu calitatea prelucrării sticlei folosind o placă frontală scumpă cu discuri abrazive diamantate. O bandă de șlefuit plată poate fi folosită în mai multe moduri. De exemplu, puteți obține o suprafață plană de sticlă perfect uniformă și netedă dacă puneți o placă plată sub bandă. Zona de lucru rotunjită a curelei din regiunea scripetei superioare permite prelucrarea marginilor rotunjite. Curele de șlefuit sunt disponibile cu . lustruiește foarte eficient sticla și alte materiale.
Suportul teșit reglabil vă permite să procesați cu ușurință sticla în orice unghi fix față de suprafața benzii de șlefuit.
Aparatul folosește cel mai simplu și mai fiabil sistem de răcire a suprafeței abrazive prin alimentarea constantă cu apă cu un burete umezit.
Specificații:
Viteza - 3500 rpm
Tensiune - 220 V
Consum de energie - 200 W
Curele de șlefuit de schimb - 76 x 762 mm (furnizate cu granulație 80, 120 și 400)
Dimensiuni - 45 x 48 x 23 cm
Greutate - 8 kg
]]> Slefuitor cu bandă pentru borduri de sticlă
Mașină fabricată în 2012, în stare excelentă! 68000 de ruble.
Forma marginii prelucrate - rectilinie, curbilinie (raza exterioară)
Grosimea sticlei prelucrate 2-25 mm
Viteza curelei 7 m/s 2 - 30 m/s
Unghi de prelucrare a marginilor 3°-90°
Dimensiuni (Lxlxh):
Mașină fără mese laterale 1600x670x1300 mm
Masuta laterala 1650x1000x800 mm
Dimensiunile mașinii cu mese laterale în poziție de lucru 2200x2670x1300 mm
Greutatea mașinii 200 kg
Tensiune 220 Volti
Consum de energie 1,5 kW
Telefon\
PASAPORT PENTRU PRODUS
mașină duplex
pentru slefuirea si lustruirea marginilor sticlei
SB-022
Mașina verticală este proiectată pentru șlefuirea și lustruirea marginilor de sticlă cu o grosime de 3 până la 12 mm.
Versiunea climatică a mașinii respectă UHL 4.1 conform GOST.
Specificatii tehnice
Consumul de energie (kW) 5,5
Tensiune nominală (V) 380
Dimensiuni totale (lungime x latime x inaltime 3000 x 900 x 1700
cu versiunea standard)
Dimensiunea sticlei prelucrate (mm) 150 x 150 (min)
2000 x 2000 (maximum)
Diametrul roții (mm) 175 (slefuire)
Alimentare sticla (invers mecanic cu control al vitezei) 0,4 – 1,5 m/min.
Greutate (kg) 240
Completitudinea mașinii
Nume | Cantitate |
Mașină de tăiat sticlă cu ax dublu (alimentare verticală) | |
Pașaport pentru mașină | |
Piatră de polizor |
Perioada de garantie a producatorului
Garantie pentru functionarea utilajului - 6 luni de la data semnarii certificatului de receptie.
Garanția este nulă dacă regulile și reglementările enumerate în instrucțiuni nu sunt respectate.
Certificat de acceptare
Mașina cu ax dublu pentru prelucrarea marginilor sticlei (alimentare verticală) numărul de serie ____________ a fost fabricată și acceptată în conformitate cu documentația tehnică actuală și recunoscută ca aptă pentru utilizare.
Data fabricatiei "___" ___________________
Director de operațiuni__________________
INSTRUCȚIUNI DE UTILIZARE PENTRU MAȘINĂ DE COSIT STICLĂ DUBLĂ.
Mașină de șlefuit și lustruit muchii de sticlă verticală
grosime de la 3 la 12 mm.
1. Caietul de sarcini
1.1. Dimensiunea foii
Grosime (mm): max 12
Inaltime (mm): max 2500
Lungime (mm): max 2500
1.2. Numărul de capete ax (buc) 2
1.3. Instrument abraziv - roți diamantate.
diametru D (exterior) - 175 mm
diametru D (interior) - 63,4 mm
1.4. unitatea principală
Motor AUR 63, N 2,2kW, n 3000 rpm.
1.5. Unitate de alimentare
1.5.1. Motor AUR 63, N 0,17 kW, n 1500 rpm.
1.5.2. Reductor U-100, variator U-1-100
1.5.3. Acționare cu lanț U-1
1.5.4. Viteza de transfer, m / min, min-0,4, max - 1,5.
1.6. lichid de răcire
Sistem de răcire cu circuit închis. Lichidul este alimentat din rezervor către zona de tratare printr-o pompă model P25M, alimentată de un motor AIR 56V2U3, n-2700 rpm, N - 0,12 kW.
2. Descrierea mașinii
1. D60.1.00.0.00 - Pat
1.2. D60.1.02.0.00 – Transportor cu role inferioare
1.3. D60.1.03.0.00 – Transportor cu role lateral superior
2. D60.2.00.0.00 - Cap ax (slefuire)
3. D60.3.00.0.00 - Cap ax (lustruire)
4. D60.4.00.0.00 - Alimentator de foi
5. D60.5.00.0.00 - Masa cu role de prindere
6. D60.6.00.0.00 - Mecanism de reglare a sculei
7. D60.7.00.0.00 - rezervor lichid de racire
8. D60.8.00.0.00 - Husa de protectie
9. D60.9.00.0.00 - Echipamente electrice
9.1. D60.9.01.0.00 - Cabinet electric
9.2. D60.9.02.0.00 - Panou de control
Componentele mașinii sunt montate pe un cadru 1, realizat sub forma unei structuri metalice sudate sub formă de piramidă.
Sticla este instalată pe rolele de sprijin ale ghidajului 1.1 și se sprijină de rolele meselor cu role laterale 1.2 și 1.3, roțile de prelucrare sunt montate pe capetele arborelui 2 și 3.
Sub patul 1, un rezervor de lichid de răcire -7 este instalat pentru a furniza lichid de răcire în zona de prelucrare a marginii foii de sticlă. Pentru confortul schimbării apei, rezervorul este echipat cu roți. Sticla este introdusă în zona de prelucrare de către mecanismul de alimentare al foii 4. Viteza de alimentare a foii este reglată de un variator încorporat în mecanismul de alimentare cu acţionare electrică 0,4-1,5 m/min, în funcţie de grosimea sticlei.
Înainte de a utiliza mașina, vă rugăm să citiți cu atenție acest manual. În plus, un specialist care lucrează la mașină trebuie să fie instruit în lucrul cu echipamente electrice. La sfârșitul lucrării, este necesar să opriți mașina și să faceți imposibilă conectarea acesteia de către persoane incompetente.
Este interzisă pornirea mașinii cu capacul scos.
4. Transportul și instalarea mașinii
Mașina se transportă asamblată (rezervorul de apă se transportă separat).
Mașina este instalată pe o suprafață plană, solidă și nivelată cu ajutorul picioarelor reglabile. Rezervorul de apă este instalat pe mașină și umplut cu apă curată, astfel încât partea scufundată a pompei să fie în apă.
5. Conexiune electrică
Mașina trebuie conectată de către un electrician autorizat.
Motorul, pompa și cadrul metalic al mașinii trebuie să fie împământate. Înainte de a conecta mașina, asigurați-vă că caracteristicile electrice ale rețelei corespund cu cele pentru care este proiectată mașina. La fiecare timp lung de inactivitate al mașinii (pauza și prânzul, sfârșitul zilei de lucru), scoateți ștecherul din priză pentru a preveni pornirea neautorizată a mașinii.
6. Instalarea și operarea mașinii
Includerea axelor 1 și 2 se realizează prin butoanele de pornire „axul 1”, „axul 2” de pe panoul de control; alimentare cu lichid de răcire cu butonul „pornire lichid de răcire”; comutator mecanic de alimentare „alimentare” poziția 1 „stânga”, 2 „dreapta”, 0 „oprire”.
1) Reglarea poziției roții de tăiere față de piesa de prelucrat se face prin rotirea roții de mână a mecanismului de reglare a sculei pentru fiecare ax. Ajustarea asigură deplasarea capului procesat în trei coordonate:
înainte/înapoi, sus/jos și rotiți cu 10 grade în jurul axei cercului.
Rotirea roții de mână cu 360 de grade corespunde mișcării capului cu 1 mm, în funcție de tipul de setare.
2) Reglarea mecanismului de avans al foii 4 este pentru a asigura decalajul optim între rolele de presiune și cureaua de mișcare, în funcție de grosimea sticlei care se prelucrează (decalajul trebuie să fie cu 2-3 mm mai mic decât grosimea sticlei). în curs de procesare).
Reglarea distanței se face prin rotirea a două roți de mână de pe partea din față a mecanismului de alimentare. Masa cu role de prindere 5 este fixată prin roți de mână situate pe partea superioară a corpului mesei cu role 3. Pentru a elimina posibilitatea defecțiunilor în timpul presării libere și în timpul prelucrării manuale, în corp sunt prevăzuți rulmenți cu role mobile. Suportul se montează prin deplasarea de-a lungul ghidajelor, care sunt conducte de apă. Suporturile trebuie să fie la nivel cu ghidajul de intrare și de evacuare. Sticla pentru prelucrare este instalată din carcasa de protecție. Aduceți cu grijă paharul până la intrarea în mecanismul de alimentare.
În timpul prelucrării manuale, mutați rolele de prindere în poziția extremă de nefuncționare.
Schimbarea cercurilor
1. Scoateți capacul de protecție.
2. Deșurubați cele trei șuruburi M8 și scoateți cu grijă discul de șlefuit de pe placa frontală.
3. Instalarea unui alt cerc se efectuează în ordine inversă.
4. Lubrifiați suprafața de așezare a plăcii frontale cu litol înainte de a instala roata.
7. Munca de rutină
Pentru a crește durata de viață, este necesar să efectuați periodic următoarea întreținere de rutină:
O DATĂ PE SĂPTĂMÂNĂ:
1. Lubrifiați ghidajele și șurubul de reglare a arborelui.
2. Curăţaţi baia de nămol
3. Curăţaţi canalele de scurgere de nămol
4. Verificați instalarea suporturilor staționare față de orizont sau, dacă este necesar, efectuați ajustări.
O dată la 6 luni:
1. Spălați alimentarea cu apă a instrumentului și tuburile de distribuție inelare din carcasă.
2. Verificați uzura curelei de transmisie, înlocuiți dacă este necesar.
8. Garantie
Mașina este garantată timp de 6 luni, cu condiția ca clienții să respecte regulile de utilizare și exploatare a mașinii în strictă conformitate cu cerințele de siguranță. Producătorul se obligă să înlocuiască sau să repare elementele defecte ale mașinii pe cont propriu, pe cheltuiala sa.
Costurile de transport, precum și cheltuielile cu masa și cazarea unui specialist nu sunt incluse în conceptul de reparație în garanție și sunt plătite separat de către utilizatorul mașinii.
Mașina este o structură complet asamblată care nu necesită asamblare pe teren. Reglarea și reglarea mașinii se efectuează în timpul procesului de fabricație, ajustări în timpul recepției conform actului de recepție și livrare a lucrării, efectuate în funcție de parametrii specificați ai clientului pentru anumite tipuri de produse. Reconfigurarea mașinii pentru alți parametri ai pieselor este efectuată de angajatul clientului în conformitate cu clauza 2 din instrucțiunile mașinii.
Reconfigurarea (reconfigurarea) nu este inclusă în serviciul de garanție al mașinii.
Dreptul la reparații în garanție se pierde dacă utilizatorul a efectuat în mod independent orice lucrare la mașină care nu este specificată în acest manual sau a folosit mașina în alte scopuri.
Echipamentul pentru lucrul cu marginea de sticlă este prezentat pe piața rusă într-un sortiment mare și nu este în niciun fel inferior dispozitivelor europene.
Această reputație se datorează faptului că acest material este unul dintre cele mai comune și este utilizat în diverse industrii, cum ar fi:
- industria mobilei;
- industria sanitară;
- clădire;
- medicamentul;
- producerea de geamuri termopan;
- producția de oglinzi;
- producția de diverse mobilier de designer și uși din sticlă;
- design interior (cea mai comună aplicație).
Caracteristicile mașinilor de prelucrare a sticlei
Mașini de sticlă capabil să creeze orice idei de design din acest material. În ultimii ani, vânzările de mașini de tuns sticla au crescut semnificativ. Piața deschide în mod constant noi modalități pentru consumator de a lucra cu acest material.
Mașini de sticlă capabil să creeze orice produse care pot fi folosite aproape oriunde.
Acest echipament permite nu numai tăierea liniilor drepte sau curbe, ci și spargerea de înaltă calitate, mișcarea sticlei, găurirea, șlefuirea. Majoritatea mașinilor moderne de înaltă tehnologie pot prelucra sticla folosind tot felul de curele care au granule de diferite dimensiuni.
Astfel de tehnologii de procesare fac posibilă procesarea chiar și Triplex. Acest tip de produs este o structură destul de complexă, constând din mai multe straturi de sticlă, presată prin încălzire.
Mașini de sticlă cu „CNC” încorporat capabil să graveze și să aplice un model de diferite grade de complexitate. Cu ajutorul lor, a devenit posibil să se realizeze tot felul de decupaje ondulate și complicate, frezare 3D și chiar vitralii. Un astfel de echipament este foarte popular nu numai printre atelierele de proiectare. Este folosit în industriile la scară largă care produc o gamă largă de produse din sticlă: rafturi, fațade, vitrine și multe altele.
Cuptorul special și echipamentele colorate vor fi o descoperire incredibilă pentru producția dvs. de suveniruri sau mobilier. Acest lucru se datorează faptului că este folosit pentru a aplica vopsea ceramică sau organică pe suprafața sticlei. Această operațiune face sticla modelată și colorată.
Diverse tipuri de mașini pentru prelucrarea, tăierea, găurirea, șlefuirea și lustruirea sticlei
Mașinile de prelucrare a sticlei diferă nu numai prin scopul lor, ci și prin productivitate, precum și prin dimensiunea suprafeței de lucru. Dacă doriți să intrați pe piața globală și să vă reduceți costurile, atunci pur și simplu nu vă puteți lipsi de un astfel de echipament.
Camera de sablare. Cu ajutorul acestuia, puteți efectua covorașe de sticlă cu materiale abrazive. Produsele din sticla sunt frumoase initial, dar daca le adaugati un efect decorativ, care se obtine prin combinarea suprafetelor mate si stralucitoare.
Această metodă este una dintre cele mai comune și mai rentabile. Pentru tratarea suprafeței se folosește aici nisip de cuarț, care se amestecă în doze mici cu aer comprimat, care trece sub presiune mare și cu viteză mare. Aceste particule, lovind suprafața sticlei, lasă mici zgârieturi. Cu o interacțiune atât de lungă, avionul este lustruit cu un finisaj mat. Un astfel de echipament este capabil să prelucreze suprafețe mari de sticlă.
vitralii. Astfel de mașini vă permit să utilizați materii prime disponibile la preț redus, iar tehnologia simplă de fabricație va permite producției dumneavoastră să cucerească piața și să găsească noi clienți pentru produsele dumneavoastră. Un astfel de echipament este capabil să producă vitralii de orice complexitate. Mașina repetă conturul modelului stabilit de program și aplică vopseaua deja amestecată cu întăritorul.
taierea sticlei. Când lucrați cu acest material de dimensiuni mari, un astfel de echipament este pur și simplu de neînlocuit. Este capabil să optimizeze dimensiunile date ale produselor și să le plaseze în așa fel încât risipa să fie minimă. Astfel de mașini pot tăia aproximativ 120 de metri de sticlă pe minut. Acest lucru va accelera semnificativ procesul de tăiere și eliberarea produselor finite.
La expoziția anuală a industriei sticlei, care va avea loc foarte curând - în această vară, veți putea achiziționa nu numai mașinile de prelucrare a sticlei menționate mai sus, ci și multe altele.
Echipamentele europene de înaltă calitate de la companii mondiale binecunoscute vă pot moderniza cu succes producția, aducând astfel dividendele dorite.
Echipamentul va fi prezentat într-un pavilion imens. În plus, veți avea posibilitatea de a încheia contracte foarte profitabile cu una sau mai multe dintre companiile străine. Poate chiar mai multe.
Tot ceea ce este prezentat la expoziție îndeplinește toate standardele și cerințele internaționale.
Mașini de prelucrare a sticlei

Prelucrarea marginilor sticlei este o procedură tehnologică foarte importantă, care este a doua ca importanță atunci când se lucrează cu acest material din tablă.
Există două tipuri de astfel de procesări:
- rectiliniu;
- curbilinii.
Dacă compania dvs. nu este foarte mare, atunci mașina de tuns din sticlă multifuncțională universală va fi alegerea ideală. Efectuează cu succes toate cele două tipuri de operații.
Dar singurul său dezavantaj este performanța scăzută. Cea mai bună opțiune ar fi să achiziționați două mașini deodată, dacă producția dvs. o cere. Acest lucru va îmbunătăți productivitatea și calitatea produselor finite. Operatorul unui astfel de echipament este obligat să configureze corect mașina. El va face singur restul muncii.
Prelucrarea marginilor sticlei este un proces tehnologic delicat, s-ar putea chiar spune, pe care doar mașinile de prelucrare de înaltă precizie îl pot gestiona. Această tehnologie este adesea folosită în producția de diverse produse din sticlă: oglinzi, mese, vitrine, uși, rafturi, echipamente comerciale, pereți despărțitori etc.
Mașini de prelucrare a sticlei toate diferite. Fiecare are propriile sale caracteristici individuale și caracteristici tehnice.
Dispozitivul automat de tăiere cu două fețe este utilizat pe scară largă în întreprinderile la scară largă. Dacă le instalați într-o linie, atunci vă puteți crește productivitatea. Acest lucru este valabil mai ales în fabricarea de loturi mari de sticlă. Astfel de dispozitive permit prelucrarea a patru margini deodată într-o singură trecere.

Prelucrarea fațetelor. Mașinile care efectuează această operațiune sunt foarte populare în fabricile de prelucrare a marginilor sticlei. Această operațiune este destul de semnificativă atunci când se lucrează cu multe piese realizate din acest material. La urma urmei, o mașină de tăiat sticlă o face mai puternică, mai sigură și mai durabilă. Ca să nu mai vorbim de aspectul frumos al unui astfel de detaliu.
Procesarea fațetelor poate face un produs din sticlă mai original, chiar și cu un aspect de designer. Această tehnologie este folosită pentru a lucra cu oglinzi, uși de interior, elemente de design de mobilier din sticlă etc.
Atunci când alegeți o mașină pentru manipularea marginilor, merită să luați în considerare echipamentul și capacitățile acestora. Ele pot fi completate cu cupă sau cercuri periferice. Merită să vă bazați pe producția dvs. și pe profitabilitatea acesteia.
Roțile tip cupă sunt capabile să modifice unghiul de procesare până la 45 de grade. Acest lucru a fost posibil prin schimbarea locației grupului principal de lucru al fusurilor. Această caracteristică este utilizată pentru a realiza lipirea sau asamblarea structurilor cu structuri geometrice diferite. Astfel de produse, de exemplu, includ pereți despărțitori din sticlă pentru birou și acvarii.
Finisarea curbilinie presupune structura uzuală a acestui tip de echipamente. Sticla este fixată ferm pe suprafața superioară, care se poate mișca liber în raport cu cercul de lucru. Un astfel de dispozitiv este capabil să prelucreze orice formă a marginii.
Când se calculează eficiența, trebuie să se înțeleagă că doar un cerc poate funcționa în paralel cu sticla. Și pentru a obține performanțe maxime, va trebui să rearanjați periodic cercurile. Pentru o producție mică, aceasta va fi o opțiune ideală, dar plantele mari ar trebui să se gândească la asta.
De asemenea, în timpul lucrului la astfel de echipamente, calitatea produsului finit depinde în totalitate de calitățile profesionale ale operatorilor înșiși.
Dispozitivele cu cercuri periferice au următoarele caracteristici:
- formă diferită a conturului marginii;
- atunci când lucrați cu sticlă de diferite grosimi, este necesar să înlocuiți cercul în sine;
- grosimea pe care o poate prelucra un cerc este: 3-8, 10-16 și 19-28 milimetri;
- pentru a prelucra grosimi de sticla de pana la 20 de milimetri eficient si cu o calitate superioara, va fi suficient sa ai patru capete disponibile.
Mașini de tăiat și găurit sticla
 Tăierea sticlei este o procedură foarte responsabilă și semnificativă atunci când se lucrează cu acest material și pentru formarea semifabricatelor înainte de prelucrarea lor ulterioară. Ruperea ulterioară a sticlei depinde de calitatea tăierii sticlei.
Tăierea sticlei este o procedură foarte responsabilă și semnificativă atunci când se lucrează cu acest material și pentru formarea semifabricatelor înainte de prelucrarea lor ulterioară. Ruperea ulterioară a sticlei depinde de calitatea tăierii sticlei.
Dacă produsul din sticlă este mic, aproximativ 50 pe 50 de centimetri, atunci poate fi tăiat manual pe o masă obișnuită. Dar sticla mare va fi incomod de tăiat. În acest caz, trebuie să aduceți paharul la riglă, să conturați linia de tăiere și apoi să trageți uniform și uniform tăietorul de sticlă pe întreaga suprafață a sticlei. În timpul acestei operațiuni, trebuie respectată aceeași presiune. Este foarte dificil și în unele cazuri chiar imposibil.
Pentru a efectua astfel de operațiuni, există un dispozitiv special conceput pentru aceasta. Mașina de tăiat sticla, care are suflare, vă va permite să poziționați confortabil produsul din sticlă pe planul de lucru. Acest lucru nu afectează deloc dimensiunile geometrice ale sticlei. Fluxul de aer îl va ridica deasupra nivelului mesei cu câțiva milimetri. După aceea, puteți muta paharul în oricare dintre direcții.
Când sticla este expusă, aerul este oprit, iar tăierea se efectuează în conformitate cu coordonatele specificate. Mașina de tăiat sticla constă dintr-un tăietor de sticlă care este în contact direct cu piesa de prelucrat atunci când este supus unui „braț de umăr”.
O greutate specială își stabilește presiunea pe suprafață. De asemenea, sunt echipate cu bare speciale de spargere a sticlei (longitudinale si transversale). Sunt alimentate de cilindri pneumatici.
Mașinile automate de tăiat foile de sticlă măresc semnificativ siguranța lucrului cu acest material și reduc la minimum riscul de rănire. Un astfel de echipament utilizează încărcătoare automate de sticlă, ceea ce elimină fenomenul „factorului uman” și crește producția de produse finite. Sunt de tip staționar și mobil, cu încărcare de sticlă pe o față sau pe două fețe.
Dispozitivele staționare sunt instalate în linie cu mașinile de tăiat, unde preiau produsul de pe una sau ambele părți ale piramidei, pe care este instalată sticlă de diferite tipuri.
Încărcătoarele mobile, pe de altă parte, se deplasează de-a lungul unui mecanism special și încarcă acest material din diferite piramide, dintre care pot fi mai multe. Acest lucru crește semnificativ timpul de livrare pentru tăierea sticlei, ceea ce duce la eliberarea mai multor produse finite.
Găurire în sticlă Aceasta este o operațiune tehnologică foarte dificilă. Acest lucru se datorează faptului că sticla este un material fragil și în același timp dur. Această operațiune necesită nu numai personal profesionist, ci și echipamente adecvate de înaltă precizie, cum ar fi o mașină de găurit sticlă. Cu acesta, puteți găuri găuri de orice diametru cât mai precis și mai precis posibil.
Mașină de găurit sticlă vă va permite să găuriți chiar și în locul potrivit. Această operație se efectuează în mai multe moduri: pe una sau două părți.
In primul caz, gaura este formata dintr-un singur burghiu care trece prin toata grosimea sticlei. Găurirea pe două fețe înseamnă găurirea din ambele părți până la jumătate din grosime cu fiecare burghiu pe rând. Doar această metodă poate garanta formarea unor găuri uniforme care nu vor avea așchii, fisuri și alte defecte de suprafață.
Există mașini verticale și orizontale. Merită să ne amintim că numai prelucrarea calificată a sticlei vă va permite să obțineți un produs durabil.
Mașinile verticale sunt proiectate să lucreze cu foi de sticlă dreptunghiulare. De asemenea, pot lucra cu piese curbate, dar trebuie să aibă cel puțin o latură dreaptă.
După găurire, marginile ascuțite rămân în găurile formate. Sunt prelucrate cu burghie speciale de tip conic. Acest proces se numește contrafundare.
Găurile în produsele din sticlă sunt necesare pentru diverse scopuri. De exemplu, pentru a fixa diferite fitinguri, dacă acest material este folosit în industria mobilei. De asemenea, poate fi vitrine, uși, tejghele, pereți despărțitori, rafturi și multe altele.
Masini de slefuit si lustruit sticla
Aceste manipulări sunt obligatorii. Acest lucru se datorează faptului că, după tăiere, produsele finite nu au un aspect foarte îngrijit. Marginile lor sunt foarte ascuțite și inegale. Dacă este lăsat ca atare, se pot răni în timpul funcționării. Prin urmare, după tăierea sticlei, este imperativ să procesați marginea acesteia. Această operație constă în șlefuire, care este capabilă să îndepărteze marginile ascuțite și tot felul de nereguli. Pentru a efectua această operațiune tehnologică, există un echipament special conceput - o mașină de șlefuit sticla.
Prelucrarea se realizează cu o bandă abrazivă specială. În comparație cu roțile de șlefuit, este foarte flexibil și este capabil să gestioneze chiar și alimentarea neuniformă a materialului din tablă. În acest caz, este exclusă și bătaia.
Sticla este instalată pe suporturi de masă speciale ale acestui echipament, care sunt fabricate din cauciuc (bile sau role). Acestea protejează sticla de contactul direct cu piesele metalice.
De asemenea, există aparate care folosesc o „pernă de aer”. Suflarea aerului garantează o mișcare uniformă a foii de sticlă pe toată suprafața desktopului.
Mașina de lustruit sticla face marginile netede și matuite. O astfel de margine nu va mai putea provoca răni. Dar după aceea trebuie să lustruiți. Acest lucru se datorează faptului că după șlefuire rămân mici zgârieturi și microfisuri. Marginea unor astfel de produse din sticlă este aspră. Lustruirea îl va face mai neted, transparent și lucios. Acest lucru va face paharul și mai atractiv.
Mașina de lustruit sticla îndepărtează doar un strat subțire (câțiva microni), astfel încât dimensiunile totale ale produsului finit nu vor fi afectate în niciun fel. Lustruirea diferă de șlefuire prin aceea că marginea este prelucrată nu cu discuri abrazive sau benzi, ci cu material pâslă moale.
Mașina de lustruit sticla este capabilă să prelucreze nu numai suprafața rectilinie, ci și suprafața laterală curbată a sticlei.

Slefuirea si lustruirea pot fi efectuate pe masini separate, precum si pe una universala. Astfel de instalații pot efectua aceste două operațiuni. Este suficient doar să înlocuiți banda.
Lucrul cu marginea sticlei este necesar pentru a elimina stresul rezidual. Este capabil să protejeze suprafața de formarea de așchii și fisuri pe ea. Astfel de operațiuni cu sticlă conferă produsului finit un aspect elegant, îngrijit și atractiv. Și, de asemenea, produsul devine absolut sigur pentru o persoană atunci când poate fi ridicat.
Mașină cu bandă de șlefuit și lustruit marginile sticlei
Slefuitorul cu bandă este ușor de manevrat și conține tot ce aveți nevoie pentru prelucrarea sticlei.
Cele mai recente modele și soluții tehnice fac să obțineți rapid și ușor o calitate excelentă a marginilor! Designul atent gândit al echipamentului asigură lucrul confortabil cu sticlă.
Controlul convenabil al mașinii cu bandă vă permite să procesați marginea în orice unghi în intervalul de la 5° la 90°.
Specificații
grosimea sticlei prelucrate.........2-20mm
instrument ............... bandă abrazivă 1800x100
viteza curelei.................................................. .10m/s
sistem închis de alimentare cu apă
dimensiunile de gabarit ale utilajului ......... 1,40x1,0x1,2m
dimensiunile sticlei prelucrate......1,5x1,5 m
(Cu mese suplimentare ................1,5x3,0 m)
consum de energie .................2.5kW
tensiune .................................220-380V
greutatea mașinii .................................................. .150 kg
unghi de margine ................................. 5° până la 90°
(reglabil infinit cu posibilitate de fixare intermediară)
Instrumentul de prelucrare este o bandă abrazivă standard. Datorită utilizării designului original al mecanismului de antrenare a benzii, a fost posibil să se asigure funcționarea fiabilă și ușurința de reglare a mașinii, reducerea dimensiunilor și greutății acesteia în comparație cu analogii, menținând în același timp o calitate excelentă a procesării.
Mașină de șlefuit cu bandă pentru cant de sticlă "KS-1"
Scop:
Prelucrarea marginilor rectilinie și (opțional) curbate ale foilor de sticlă. O alegere ideală pentru întreprinderile mici și mijlocii care lucrează în domeniul produselor din sticlă, oglinzi, mobilier, uși vitrate și alte produse care conțin diverse elemente din sticlă.
Caracteristici distinctive ale mașinii de șlefuit cu bandă „KS-1”:
Design confortabil, bine gândit.
Designul mașinii este dezvoltat ținând cont de toate cerințele cele mai importante pentru acest tip de echipamente și vizează cea mai confortabilă muncă și rezultate excelente.
Cadru de bază sudat robust.
Posedă rigiditate și stabilitate sporite în combinație cu masa mică a mașinii. Sunt excluse vibrațiile excesive care interferează cu munca.
Versatilitate ridicată a mașinii, domeniu extins.
Operatorul, prin ajustări simple (dacă sunt disponibile opțiuni adecvate), poate reconfigura rapid mașina pentru șlefuirea unei margini curbate sau pentru lustruire (inclusiv o margine curbată).
Reglarea unghiului de prelucrare într-o gamă largă: de la 3° la 90°
Reglare lină a unghiului de înclinare a benzii cu posibilitatea de fixare în orice poziție.
Scala de grade pentru precizie perfectă de prelucrare!
Role de cauciuc fiabile pentru mutarea sticlei.
Ele vă permit să schimbați clar și fără efort poziția chiar și a unei piese de prelucrat foarte grele. Eliminați aspectul de mici zgârieturi, posibile atunci când utilizați o masă pe o pernă de aer.
O bandă flexibilă care previne ciobirea marginilor de sticlă.
Spre deosebire de mașinile cu disc, designul curelei oferă o prelucrare mai fiabilă, blândă și sigură a marginii sticlei.
Sistem închis de alimentare cu lichid de răcire și lichid de curățare.
Doar un lichid poate capta eficient praful de sticlă. Utilizarea apei este singura metodă sigură garantată de eliminare a deșeurilor de sticlă. Apa aplicată pe piesa de prelucrat crește durata de viață a curelei și crește viteza de prelucrare. Închiderea sistemului permite o independență ridicată față de stabilitatea alimentării cu apă. Pompa de apă este fiabilă și are o capacitate de alimentare cu apă reglabilă.
Rezervoare de apă durabile din oțel inoxidabil.
Rezervoarele și paleții sunt fie fabricați din materiale necorozive (metal galvanizat), fie acoperiți cu vopsele și lacuri speciale care protejează împotriva ruginii.
Forma sofisticată a tăvii care previne contaminarea.
Forma reglată geometric a paletului nu permite apei și prafului să stagneze în el și să formeze un „beton de sticlă” greu de spălat
Sistem automat de curatare a paletilor. 
O supapă suplimentară specială poate furniza apă direct în tigaie, ceea ce va facilita foarte mult curățarea acesteia. Apa este furnizată de pe ambele margini ale vasului și, captând tot praful depus, curge în rezervor. (Opțiune)
Picioare reglabile ale mașinii.
Acestea vă permit să nivelați cu ușurință suprafața de lucru, indiferent de starea podelei pe care stă mașina.
Suporturi moi pe masa de sticla.
Permite operatorului să pună sticla pe capăt în orice moment pentru a inspecta marginea în curs de prelucrare fără a risca deteriorarea sticlei.
Ergonomie îmbunătățită a controlului.
Toate comenzile sunt amplasate cu cerințe maxime de confort și siguranță. Butoanele de pornire și oprire sunt în imediata apropiere a operatorului.
Posibilitate de reglare a vitezei curelei.
Opțional, se instalează un convertor de frecvență, cu ajutorul căruia se poate crește viteza de rotație a curelei de la 1500 rpm la 3000-4000 rpm, ceea ce va crește semnificativ productivitatea șlefuirii și lustruirii.
Sistem de inversare a curelei.
Grosimea sticlei prelucrate 2-25 mm
Dimensiunile sticlei prelucrate 1500 x 1500 mm
Cu mese suplimentare 1500 x 3000 mm
Viteza curelei 10-25 m/s (opțional)
Unghi de prelucrare a marginilor 3°-90°
Dimensiunile totale ale mașinii 1400 x 1000 x 1200 mm
Greutatea mașinii 150 – 170 kg
Tensiune 220-380 Volti
Consum de energie 2,5 kW
Alimentare cu bandă inversă
Cureaua de șlefuit SSHLS 6.06
Cureaua de macinat pentru prelucrare
Pret: 95906
Descriere
Slefuitorul cu bandă SSHLS este proiectat pentru a fi utilizat în întreprinderile mici și mijlocii care operează pe piața de prelucrare a sticlei și a producției de mobilă. Conceput având în vedere nevoile și capacitățile lor.
Modelul 6.06 este la mare căutare, are două moduri de funcționare: uscat și umed. Acest model este la zi. Versiunea de serie este echipată cu o masă SKVP-1 cu o pernă de aer. Mașina SShLS este capabilă să prelucreze produse de forme rectilinii și curbilinii, atât cu raze externe, cât și interne.
Aparatul vă permite să procesați marginea sticlei sub formă de „trapez” și „creion”. Aspiratorul încorporat îndepărtează eficient produsele procesate. Sistemul de curățare a aerului este format din trei circuite și vă permite să obțineți aer curat (confirmat printr-un certificat de igienă), care este scos direct în camera de lucru (nu este nevoie de evacuare a aerului extern). 
Sistemul de întindere a curelei de șlefuit are reglare manuală și automată, protecție împotriva șocurilor dinamice puternice atunci când cureaua se rupe și o schimbare a direcției de mișcare a benzii de șlefuit. Mașina este echipată cu un sistem de umezire a curelei, un accent pentru modul de lustruire și o creștere a productivității de peeling.
Specificații
Performanta cu grosimea sticlei de 5 mm
Dimensiunea minimă a piesei dreptunghiulare 100*100mm
Dimensiunea maximă a piesei dreptunghiulare 2000*1000mm
Min. piesa rotunda dimensiune D 100 mm
Dimensiune min. gaura D 390 mm
Dimensiunea maximă a piesei rotunde D 1000 mm
Grosimea maximă a piesei 20 mm
Lungimea inelului curelei de șlefuit 1830 mm
Lățimea benzii de șlefuit de la 30 la 100 mm
Viteza benzii de șlefuit de la 2 la 30 m/s
Direcția de mișcare a benzii de șlefuit este reversibilă
Unghi de teșire 90°, +45°, -45°
Puterea motorului de antrenare 1500W
Puterea aspiratorului 1300 W
Putere pulverizator 110W
Consum de energie 2200W
Dimensiunile totale ale mașinii 640x500x1600
Dimensiuni cu masa 1800x900x1600 mm
Greutate cu masa SKVP-1 130 kg
Conexiune electrică (necesită împământare) 3x380V, 50 Hz
Mașină de tuns sticla SB-021
Mașina SB-021 este proiectată pentru prelucrarea în linie dreaptă a marginilor de sticlă cu o roată diamantată de șlefuit. Profilul muchiei prelucrate este stabilit de profilul cercului, în funcție de ce formă doriți să obțineți: rază sau trapezoidală. Sticla este introdusă manual în zona de procesare a acestei mașini de către operator.
Mașina are două capete de prelucrare, ceea ce mărește viteza de prelucrare a semifabricatelor de sticlă cu o grosime mai mare de 6 mm, deoarece este posibil să se utilizeze o unealtă cu granule diamantate diferite pentru pregătirea preliminară și finală a muchiei pentru lustruire, respectiv setare. o boabă mai grosieră pe primul cap de prelucrare şi una mai fină pe al doilea pentru pregătirea pentru lustruire.lustruire. 
Pentru a obține o margine lustruită după prelucrarea cu discul de șlefuit, este necesară înlocuirea discurilor de prelucrare cu roți de lustruit pe bază de vulcanită. Sticla mai mică de 6 mm grosime poate fi prelucrată prin așezarea pe capetele de prelucrare a: o roată de șlefuit la o a doua roată, respectiv, pentru a obține o prelucrare finită.
Calitatea prelucrării marginilor pe acest echipament depinde direct de aptitudinile operatorului.
Pentru o mai bună prelucrare a unei margini drepte, este necesar să se efectueze o alimentare reglabilă în zona de prelucrare a sticlei pe modelul SB-022. Pentru aceasta, este prevăzut un mecanism de transport cu centură.
Caracteristicile tehnice ale SB-021
Alimentare sticla Manual
Răcirea instrumentului cu apă
Grosimea sticlei prelucrate (mm) 3-12
Dimensiunea sticlei prelucrate (mm) max 2500х2500
min 200x200
Axuri de lucru 2
Diametrul roții de lucru (mm) 175
Diametrul de aterizare al cercului de prelucrare (mm) 63.4
Dimensiuni totale ale mașinii (mm) 3000x950x1700
Consum de energie, (kW) 5,0
Tensiune nominală (V) 380/220
Greutate (kg) 150
Degroșarea muchiei
Pentru a termina marginile unei bucăți de sticlă, utilizați mânerul zimțat al cleștilor. Apăsând mânerul de marginile sticlei, mișcați cleștii în sus și în jos pentru a îndepărta orice proeminențe ascuțite.
Taierea si slefuirea
Înainte de a suprapune bandă de cupru, șlefuiți marginile ascuțite cu o piatră de carborundum. Sticla oglindă poate fi șlefuită cu hârtie abrazivă înfășurată în jurul unei bucăți dreptunghiulare de lemn. Acesta este cel mai blând mod. Prin aplicarea acestuia, vei reduce șansa de deteriorare a stratului de oglindă a sticlei și vei obține o suprafață pe care folia de cupru aderă bine. Bucățile de sticlă după procesare trebuie clătite și uscate.
Polizoarele electrice sunt semnificativ mai scumpe decât pietrele de carborundum. Sunt folosite nu numai pentru a netezi marginile paharului, ci și pentru a-i schimba forma. Un începător poate găsi mai ușor să folosească o râșniță în loc să învețe cum să taie cu precizie sticla de-a lungul liniei desenului. O râșniță este un lucru foarte util, dar ar trebui să fie folosit ca un auxiliar și nu ca unealtă principală.
Trim bandă de cupru
Îndepărtați stratul protector de pe banda de cupru autoadezivă. Întoarceți paharul cu el, apăsând banda cu degetele, astfel încât banda să se plieze în mod egal pe ambele părți ale paharului. Apăsând încă o dată banda de-a lungul marginii și părților laterale ale paharului cu degetele, netezește-o cu o pană.
SABLARE STICLA sticla este una dintre cele mai populare si cautate tendinte din industria arhitecturii si designului. Sticla și oglinzile decorative originale și exclusiviste împodobesc interioarele apartamentelor și spațiilor publice: restaurante, centre de afaceri, saloane de înfrumusețare, centre de fitness etc., conferind spațiului un stil original unic și un confort suplimentar.
Desenele de pe oglinzile dulapurilor, realizate prin sablare, vor ajuta la crearea unui interior în orice stil, vă vor face mobilierul unic cu propriul stil unic.
Prelucrarea oglinzilor si sticlei.
![]() Firma „STERUS” vă oferă următoarele servicii pentru prelucrarea oglinzilor și a sticlei: - sablare; - prelucrarea fațetelor; - teşire; - măcinare; - lustruire; - gauri; - rotunjirea colţurilor. Fațeta este prelucrarea unei margini (șanfren) pe partea din față a sticlei prin tăierea acesteia la un unghi de la 0 la 45 de grade. Lățimea posibilă a fațetei de până la 50 mm.
Firma „STERUS” vă oferă următoarele servicii pentru prelucrarea oglinzilor și a sticlei: - sablare; - prelucrarea fațetelor; - teşire; - măcinare; - lustruire; - gauri; - rotunjirea colţurilor. Fațeta este prelucrarea unei margini (șanfren) pe partea din față a sticlei prin tăierea acesteia la un unghi de la 0 la 45 de grade. Lățimea posibilă a fațetei de până la 50 mm.
Fațetă - o față laterală teșită pe un element de sticlă, oglindă etc. Oglinzile tăiate în fațete din jurul perimetrului vor da solemnitate interiorului dvs., deoarece reflectarea și refracția luminii de către fațetă la anumite unghiuri de vedere creează strălucire. Raza de soare, care trece prin marginea teșită a sticlei, este refractată, formând un curcubeu și animand obiecte. Marginea lustruită (Marchia euro) - un tip de prelucrare a muchiei, transparentă optic de la capăt și având o formă trapezoidală.
Acesta este un aspect elegant și sigur în manipularea sticlei. Găuri de diferite diametre în oglindă, sticlă și triplex. Grosimea produsului în care este găurită poate fi de la 3 la 50 mm, iar diametrul găurii poate fi de la 4 la 60 mm. Executam si scufundari de gauri (prelucrare de gauri in vederea obtinerii de goluri conice sau cilindrice, planuri de sprijin in jurul gaurilor) pentru calire, pentru elemente de fixare. Oferim clientilor nostri servicii suplimentare: -legare UV; -Sticlă tensionată. Lipirea UV este o tehnologie modernă pentru lipirea structurilor de sticlă translucide.
Adezivul special sub influența razelor ultraviolete polimerizează, formând cea mai puternică legătură „sticlă-sticlă” sau „sticlă-metal”. O proprietate importantă a adezivilor ultravioleți pentru sticlă este capilaritatea, sau cu alte cuvinte, acest adeziv are capacitatea de a pătrunde în micile goluri situate între suprafețele de lipit. Această proprietate a adezivilor ultravioleți creează o aplicare convenabilă în timpul aplicării, umple perfect toate golurile unei structuri deja finisate.
Avantajele lipirii UV: îmbinările lipite au rezistență ridicată;
în locul în care a avut loc lipirea cu ultraviolete a sticlei, efectul de transparență este păstrat; execuția operațională; gamă largă de utilizări. https://
Domeniu de aplicare: Utilizarea acestei tehnologii face posibilă fabricarea produselor din sticlă utilizate la fabricarea mobilierului, elementelor interioare, echipamentelor comerciale și expoziționale care îndeplinesc standardele moderne de calitate și durabilitate. Această tehnologie permite designerului să folosească sticla mai pe scară largă în designul interior modern (de exemplu, în stilul „high tech”).
Cu ajutorul lipirii UV putem produce: - mese de sticla; - vitrine din sticla;
- suporturi din sticla pentru CD-uri; - suporturi TV din sticla;
- orice mobilier din sticla.
Sticla securizata este sticla care a suferit un tratament termic special. Particularitatea unei astfel de sticlă este că este mai rezistentă la șocuri și schimbări de temperatură. În cazul distrugerii mecanice, sticla nu este spartă în bucăți mari și ascuțite, ci în fragmente inofensive, cu margini tocite, cu dimensiuni cuprinse între 5 mm și 20 mm. Sticla este călită prin încălzire la o temperatură ridicată, urmată de răcire rapidă. Călirea sticlei asigură siguranța celor din jurul sticlei și mărește rezistența sticlei. Rezistența sticlei călite la îndoire și impact este de 5-7 ori mai mare decât a sticlei obișnuite.
Domeniul de aplicare al sticlei călite: Sticla călită se aplică în acele cazuri în care este necesară durabilitatea mecanică sporită, rezistența la căldură destul de mare și siguranța în caz de distrugere. Datorită acestor calități, sticla călită este utilizată activ în arhitectură și elemente de interior. Sticla securizata este perfect potrivita pentru productia de rampe de sticla de scari, usi, compartimentari, protectii; vitrarea instituțiilor pentru copii, sere. Sticla securizata poate fi decorata suplimentar cu modele maturi, pictura (stemalita), aplicarea imprimarii ultraviolete, ceea ce ofera posibilitati aproape nelimitate de utilizare a sticlei securi in orice interior.
https://
Istoria sticlei.
Sticla produsă în mod natural, în special sticla vulcanică (obsidian), a fost folosită încă din epoca de piatră pentru unelte de tăiere. Deoarece o astfel de sticlă era rară, a devenit un articol comercial frecvent. Sursele arheologice indică faptul că sticla artificială a fost produsă pentru prima dată pe coasta Siriei, în Mesopotamia sau în Egiptul antic. Majoritatea celor mai vechi articole din sticlă au fost găsite în Egipt, datorită condițiilor climatice favorabile pentru sticlă, dar este posibil ca unele dintre aceste articole să fi fost importate în Egipt. Cele mai vechi obiecte din sticlă datează din mileniul III î.Hr. e. Acestea sunt margele de sticlă care ar fi putut fi create accidental în procesul de fabricare a metalului sau a ceramicii.
La sfârșitul epocii bronzului în Egipt și Asia Mică (de exemplu, Megiddo), tehnologia sticlei a făcut un salt brusc. Descoperirile arheologice din această perioadă includ lingouri și vase din sticlă colorată, uneori încrustate cu pietre semiprețioase. Pentru fabricarea sticlei egiptene și siriane s-a folosit sifon, care se obține ușor din multe tipuri de cărbuni, în special plante halofile care cresc pe malul mării.
Cele mai vechi vase au fost realizate prin rotirea fibrelor de sticlă ductilă în jurul unei matrițe de nisip și lut, înțepate pe o tijă de metal. După aceea, încălzind în mod repetat paharul, s-au asigurat că acesta este topit într-un singur vas. Dungile de sticlă colorată ar putea fi apoi aplicate peste forma originală, creând astfel ornamente. Apoi matrița a fost distrusă, iar tija a fost îndepărtată din vasul rezultat. 
Până în secolul al XV-lea î.Hr. e. sticla a fost produsă în masă în Asia Mică, Creta și Egipt. Se presupune că tehnologiile pentru producerea sticlei din materiale naturale au fost un secret păzit cu grijă, iar aceste tehnologii au fost folosite doar la curtea conducătorilor celor mai puternice state. În altă parte, fabricarea sticlei consta în prelucrarea sticlei prefabricate, adesea sub formă de lingouri. Astfel de lingouri, de exemplu, au fost găsite la epava navei Ulu Burun, lângă coasta Turciei moderne.
Sticla a continuat să fie un articol de lux, iar fabricarea sticlei părea să dispară odată cu civilizațiile din sfârșitul epocii bronzului. În secolul al IX-lea î.Hr. e. fabricarea sticlei a fost reînviată în Siria și Cipru și au fost găsite tehnologii pentru producerea sticlei incolore. Primul „manual” cunoscut pentru producerea sticlei datează din anul 650 î.Hr. e. - acestea sunt tăblițele conținute în biblioteca regelui asirian Asurbanipal. În Egipt, fabricarea sticlei nu a fost reluată până când nu a fost adusă de greci în regatul ptolemeic.
Perioada elenistică a cunoscut evoluții ulterioare în tehnologia de fabricare a sticlei, permițând producerea de sticlărie de dimensiuni mari, în special articole de masă. În special, a fost dezvoltată o tehnologie pentru amestecarea sticlei de mai multe culori, astfel încât s-a obținut o structură de mozaic. În această perioadă, sticla incoloră a început să fie apreciată mai mult decât sticla colorată și, în consecință, tehnologiile sale de fabricație au fost îmbunătățite.
Potrivit legendei din „Etimologia” lui Isidor din Sevilla, sticla a fost făcută pentru prima dată la gura râului Belus, unde nisipul de coastă este format dintr-un amestec de cuarț și calcar. Acum acest râu se numește Nahal Neaman (ebraică נחל נעמן), lângă orașul Acre din Israel.
https://
„În partea coastei levantine numită Fenicia, există o coastă joasă, aproape de zona locuită de evrei. Locul se află lângă poalele Muntelui Carmel, unde curge râul Belus... Curgerea rapidă a pârâului de apă la gura lui curăță nisipurile de pe coastă de poluare. S-a păstrat povestea despre cum o navă a fost aruncată pe acest țărm, care transporta sifon din Egipt în Fenicia. Când negustorii au început să gătească, nu au găsit nicio piatră în apropiere pentru a construi o vatră. Prin urmare, pentru a plia aragazul, au adus de pe navă bucăți de sifon comprimat. Nisipul de pe țărm s-a amestecat cu sifon la o temperatură ridicată, iar fluxurile translucide ale unui nou lichid au început să curgă din cuptor, solidificându-se în exterior. Aceasta este originea sticlei. »
Sursa acestei versiuni mitologice a fost Istoria naturală a lui Pliniu cel Bătrân. Și această legendă frumoasă a apărut, probabil ca o reflectare a experienței romane în producția de sticlă - cuarțul alb de pe coasta de est a Mării Mediterane, precum și din alte surse similare de materii prime, datorită purității sale chimice, a fost utilizat pe scară largă în întreaga lume. Imperiul Roman pentru producerea sticlei, care a primit o dezvoltare rapidă în secolul I î.Hr e. Primele dovezi arheologice și istorice de încredere ale apariției tehnologiei sticlei reale pe coasta sirio-palestiniană datează din această perioadă. Legenda lui Pliniu, ca multe din notele sale bizare, care a migrat în mod natural către opera lui Isidor din Sevilla, desigur, nu poate fi considerată o dovadă corectă din punct de vedere istoric.
S-a stabilit experimental că este imposibilă sudarea sticlei în acest mod. Căldura pe care o va da chiar și un foc foarte mare nu va fi suficientă pentru a forma un aliaj de nisip și sodă; pe lângă aceasta, există și alte caracteristici tehnologice care sunt în conflict clar cu această versiune a originii fabricării sticlei.
Polizorul cu bandă de sticlă este proiectat pentru șlefuirea și lustruirea marginii sticlei drepte și modelate cu curele abrazive, ideală pentru întreprinderile mici și mijlocii.
Lmașină cu bandă de sticlăÎntreținere redusă și ușor de utilizat, vă permite să procesați sticla dreaptă și curbată. Prelucrarea marginilor sticlei se efectuează după tăierea sticlei. Sarcina principală a șlefuirii sticlei este de a elimina neregulile mari și marginile ascuțite, iar după lustruire, marginea devine la fel de netedă și transparentă ca planul principal al sticlei.
Utilizarea curelelor abrazive ca unealtă pentru prelucrarea marginilor sticlei are o serie de avantaje față de mașinile din aceeași clasă, dar folosind discuri ca unealtă. În primul rând, aceasta este posibilitatea furnizării neuniforme a sticlei atunci când atingeți banda. Cea mai mică mișcare greșită a unui angajat atunci când lucrează la o mașină de disc va duce la căsătorie. Cureaua abrazivă, fiind o unealtă elastică, elimină posibilitatea de batere. Operarea și întreținerea polizorului cu bandă nu necesită pregătire specială a personalului. Prelucrarea sticlei pe mașină se realizează cu benzi abrazive de 100 mm lățime și 1800 mm lungime. Scula este răcită printr-un debit de apă reglat într-un ciclu închis.
Tehnologia de lucru la o mașină de șlefuit cu bandă pentru sticlă se reduce la trei etape principale:
pentru a da marginii sticlei geometria necesară;
pregătiți suprafețele pentru lustruirea ulterioară;  lustruiți marginea sticlei la calitatea cerută.
lustruiți marginea sticlei la calitatea cerută.
Prelucrarea marginilor sticlei în prima etapă se realizează cu benzi abrazive destul de grosiere: P80; P100; P150, cu un tip compact de cereale. Benzile trebuie selectate în funcție de dimensiunea defectelor care trebuie îndepărtate și de grosimea sticlei. Cu cât aceste cifre sunt mai mari, cu atât banda ar trebui să fie mai grosieră. Acest proces se numește peeling. A doua etapă de lucru este șlefuirea directă a marginii sticlei. Pentru șlefuire, curelele abrazive sunt selectate mai puțin grosiere decât pentru degroșare: P180 - P240, iar marginea de sticlă este reprocesată până la o rugozitate catifelată. A treia etapă a procesării sticlei este lustruirea. Se realizează cu benzi speciale realizate pe bază de oxid de ceriu lipit, o astfel de compoziție permite obținerea unei calități ridicate a lustruirii. Lustruirea se efectuează numai după șlefuirea fină, deoarece banda de lustruire nu este capabilă să îndepărteze defectele și zgârieturile de pe suprafață. Numărul de treceri de sticlă pe bandă depinde de calitatea necesară de lustruire a suprafeței de capăt a foii de sticlă.
Tipuri de prelucrare a marginilor sticlei:
1. capăt drept;
2. euroedge.
Polizorul cu bandă pentru sticlă are un mod de funcționare cu două viteze. În procesul de prelucrare a sticlei, este important să setați corect viteza curelei abrazive. În prima etapă a prelucrării, când se folosesc benzile cele mai grosiere (formate din boabe compacte), viteza de prelucrare trebuie setată la 20 m/s, în timp ce alimentarea cu apă trebuie să fie abundentă. La a doua etapă a prelucrării sticlei în timpul procesului de măcinare, trebuie luat în considerare faptul că o bandă fină transferă o cantitate mai mică de apă în zona de procesare de pe suprafața sa, astfel încât viteza trebuie setată la o valoare scăzută de 10 m / s în pentru a evita supraîncălzirea sticlei și deteriorarea curelei. În a treia etapă, în procesul de lustruire a marginii sticlei, viteza ar trebui să fie mare de 20 m/s, alimentarea cu apă este abundentă, iar presiunea sticlei pe centură este moderată.
În procesul de prelucrare a sticlei pe o mașină de șlefuit cu bandă, sticla se sprijină pe elementele de cauciuc ale suporturilor speciale de masă: suport de bile; rola de sustinere. Suporturile de masă protejează sticla de contactul cu elementele metalice ale mașinii, prevenind astfel zgârieturile și așchiile. Pentru a prelungi durata de viață a picioarelor mesei, acestea trebuie curățate zilnic de placă și resturi de măcinare. Pe măsură ce suporturile pentru masă se uzează, acestea trebuie înlocuite. Puteți cumpăra oricând suporturi de masă din cauciuc în diverse configurații de la noi.
SABLARE STICLA
Decorarea din sticla este una dintre cele mai populare si cautate tendinte din industria arhitecturala si de design. Sticla și oglinzile decorative originale și exclusiviste împodobesc interioarele apartamentelor și caselor, spațiilor publice: restaurante, centre de afaceri, saloane de înfrumusețare, centre de fitness etc., conferind spațiilor un stil original unic și un confort suplimentar.
Firma „Shaleny Meister”, Cherkasy, oferă o gamă largă de servicii pentru prelucrarea sticlei decorative prin sablare a sticlei.
Sablarea se poate face pe sticla plana si curbata. Aceasta înseamnă că este posibil să se facă desene pe oglinzile dulapurilor glisante.
Sablarea sticlei se bazează pe prelucrarea mecanică a suprafeței sticlei cu un jet de aer sub presiune folosind granule fine de material abraziv.
Modelul mat rezultat poate avea diferite dimensiuni ale granulelor și adâncimi de prelucrare. Desenele sablate pe oglinzile dulapurilor arată foarte impresionante și scumpe. Produsele din sticla decorate cu sablare se caracterizeaza prin rezistenta mare a imaginii aplicate sticlei la influentele externe.
Sablarea sticlei este utilizată pe scară largă pentru mobilier la fabricarea fațadelor de mobilier, ușilor interioare, blaturilor din sticlă, oglinzilor de garderobă, pereților despărțitori din sticlă.
Oglinzile pentru dulapuri glisante sau pereții despărțitori din sticlă realizate prin sablare vor decora orice interior, făcându-l mai funcțional, extinzând vizual spațiul, oferind încăperii un plus de volum.
Desenele de pe oglinzile dulapurilor, realizate prin sablare, vor ajuta la crearea unui interior în orice stil, vă vor face mobilierul unic cu propriul stil unic.